WPS является документом, который описывает, как сварка будет осуществляться в производстве. Данный документ рекомендуются для всех сварочных операций и многие нормы и стандарты рекомендуют применять WPS обязательно.
Какая информация включена в спецификацию процесса сварки?
Соответствующие подробности, дающие компетентному сварщику применять данную информацию и производить сварку с приемлемым качеством. Количество деталей и уровень контроля качества требуемый в WPS, обусловлен возможностью использования и критичностью сварного шва.
В случае, если требуется больше информации, она указана в протоколе аттестации сварочной процедуры (PQR) или квалификационная процедура метода сварки (WPAR), за исключением разрешенных диапазонов толщин, диаметров, сварочного тока, материалов, типов сварных швов и т.д.
Если WPS используется в сочетании с утвержденными процедурами сварки то указанные диапазоны должны быть в соответствии с диапазонами разрешенными в WPS.
Однако, серьезное внимание следует уделить указанным диапазонам, чтобы убедиться, что они достижимы, так как диапазоны данные стандартными процедурами сварки не всегда представляют хорошую практику сварки. Например, положения сварки, разрешенные с помощью стандартной процедуры сварки не может быть достигнута или практически не выполнима для некоторых процессов сварки или расходных материалов.
ENISO 15609-1 (формально EN 288 часть 2) Европейский стандарт для Спецификация процесса сварки (WPS)
EN ISO 15609 определяет содержимое WPS в виде списка информации, который должен быть записан. Для некоторых приложений может потребоваться дополнения или сокращения перечня. Например, только в случае процедуры, требующей контроля тепловложения будет необходимо регламентировать скорость сварки или длину прохода для ручных процессов.
ASMEIX
QW 250 Перечень величин для каждого сварочного процесса. Все величины, указанные в данном перечне, должны быть проработаны. Диапазоны, разрешенные WPS определяются PQR.
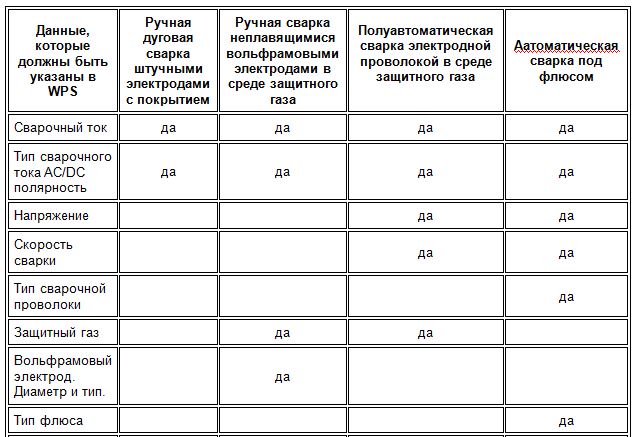
Стандартные пункты, которые должны быть указаны в WPS:
Общие для всех процессов:
- Номер процедуры
- Тип процесса
- Переменные размеры (Consumable Size), тип и полная кодификация
- Требования к прокалке расходных материалов, если требуется
- Диапазон толщин
- Лист или труба, диапазон диаметров
- Позиция сварки
- Сборка соединения под сварку. Подготовка. Зачистка. Размеры и т.д.
- Информация о подкладке. Марка материала подкладки
- Предварительный подогрев (минимальная температура, метод)
- Контроль температуры между проходами, если требуется
- Термическая обработка после сварки. Если требуется (время и температура)
- Сварочная технология
- Пределы энергии дуги должны быть указаны, если требуется испытания на удар, или если материал чувствителен к вводу тепла.
Чертеж
Чертеж сварного шва требуется и должен включать в себя основные размеры подготовки шва. Некоторые указания последовательности выполнения также полезно указать, особенно если правильная последовательность имеет важное значение для обеспечения качества сварного шва.
Последовательность производственных операций
В то время как это хорошая практика, но это не требуется ни в ASME IX ни в EN288 часть 2; предпочтительнее, если будут выпущены отбельные процедуры производственных операций и контроля качества.
Неразрушающий контроль
WPS прежде всего является процедурой сварки. Приемочные критерии по неразрушающему контролю должны быть описаны в отдельной процедуре.
Если Вам будет нужна проформа WPS, пишите мне, я Вам вышлю.





