При выборе источников питания для сварки учитывают технологические и технико-экономические показатели. Выбор источников в конечном итоге будет осуществляться на основе экономических расчетов, но этот экономический расчет будет выполняться из набора источников, которые удовлетворяют первым двум критериям. Поэтому необходимо знать об этих двух критериях.
Источник питания считают технологичным, если он обеспечивает:
- устойчивость дуги (оценивается коэффициентом устойчивости – КУ);
- эластичность дуги;
- минимальный уровень разбрызгивания электродного металла.
Эластичность дуги – это способность устойчивого горения дуги без обрывов при ее удлинении.
Критерием эластичности дуги является максимальная длина дуги, зафиксированная в момент обрыва при ее удлинении. Это свойство дуги является весьма важным, и оно обеспечивается свойствами (параметрами) источника питания. Необходимо чтобы при горении когда имеют место случайные отклонения длины дуги, дуга не обрывалась.
Повысить эластичность дуги возможно увеличением напряжения холостого хода источника, введением в состав покрытия электродов и флюсы элементов с низким потенциалом ионизации (например, натрий, калий, кальций). Кроме того эластичность дуги повышается при повышении сварочного тока. Таким образом, эластичность дуги определяется свойствами источника питания.
При ручной дуговой сварке покрытыми электродами, и особенно, при сварке в СО2 (полуавтоматической и автоматической) наблюдается значительное разбрызгивание электродного металла, учитываемое коэффициентом разбрызгивания – КР [%]. Уменьшить коэффициент КР выбором рациональных параметров режима сварки (IСВ,UД), а также величиной индуктивности сварочной цепи (L, Гн).
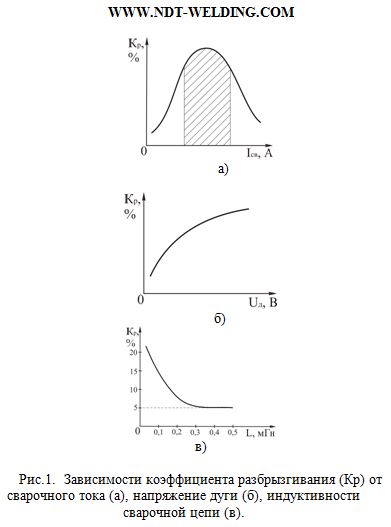
При сварке в СО2 имеется область сварочных токов (рис.1, а), В которой наблюдается значительное разбрызгивание электродного металла (до 20…25 %). При увеличении напряжения дуги ( Uд) коэффициент КР также увеличивается (рис.1, б). Таким образом, сварку лучше выполнять короткой дугой. При увеличении индуктивности сварочной цепи (L) коэффициент КР уменьшается (рис.1, в). Обычно оптимальными являются значения индукивности L = 0.25…0.4 мГн (дальнейшее повышение L бесполезно). С этой целью все сварочные выпрямители имеют в своем составе сглаживающие дроссели (ДС), которые представляют собой устройство, обеспечивающие заданный уровень индуктивности (L).
К технико-экономическим показателям источникам питания относятся:
- косинус фи (cos φ);
- к. п. д. – η;
- коэффициент использования полной мощности – С; С = cos φ× η.
При выборе источников питания необходимо ориентироваться на такие, у которых отмеченные показатели максимальны.
Кроме того, необходимо учитывать, что эти показатели (для одного и того же источника) повышается при повышении степени загрузки до номинальных значений.
К режимам работы источников питания относят показатели:
– относительная продолжительность нагрузки – ПН [%] перемежающегося режима;
– продолжительность включения – ПВ [%] для повторно-кратковременного режима нагрузки.