Режимы сварочных работ в защитных газах МИГ/МАГ плавящимися электродами характеризуются следующими параметрами:
• сила тока сварки;
• полярность;
• напряжения (длина) дуги;
• скорость сварочных работ;
• длина вылета проволоки;
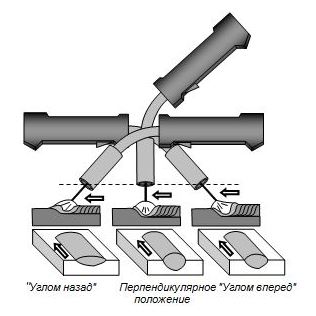
• наклон и положение электрода;
• диаметр горелки;
• состав и расход газа.
Сварочный процесс с использованием МИГ/МАГ напрямую связан с полярностью используемого тока.
Для использования обратной полярности характерно:
• повышенная теплоотдача в изделии;
• глубокое плавление;
• плавление электрода менее эффективно;
• разнообразие типов переноса металла удовлетворит любые требования (с короткими замыканиями, крупно и мелкокапельные, струйные, ИДС).
Использованию прямой полярности характерно:
• низкая теплоотдача в изделие;
• более мелкое проплавление;
• плавление электрода более эффективно;
• перенос готового металла неблагоприятный (крупнокапельный низкой регулярностью).
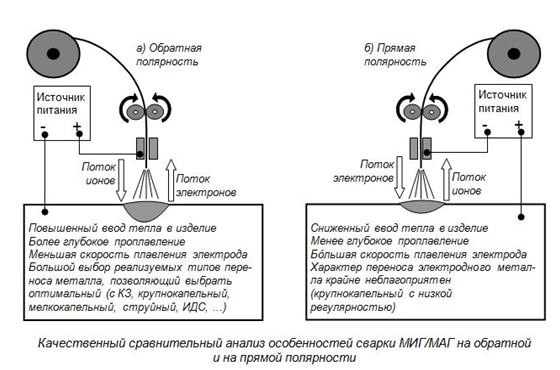
Такое различие характеристик сварочных работ связано с тепловыделением дуги — на катоде тепла больше, чем выделяется на аноде.
Ориентировочные значения выделение тепла на разных участках дуги, с использованием МИГ/МАГ, показано на примерах:
• область катода — 14 В х 100 А = 1,4 кВт на длине ≈ 0,0001 мм;
• столб — 5 В х 100 А = 0,5 кВт на длине ≈ 5 мм;
• область анода — 2,5 В х 100 А = 0,25 кВт на длине ≈ 0,001 мм.
Разные показатели теплоотдачи и определяют характеристики сварки в разных полярностей. Сварочные работы в обратной полярности имеют возможность более глубоко плавить металл с низкой скоростью, тогда как скорость выше у прямой полярности, но глубина остается поверхностной. Также это и определяет неблагоприятный перенос металла в прямой полярности – так как большие капли рискуют быть оттолкнутыми от сварочной ванны из-за повышенной реакции. Реакция на каплю зависит от паров исходящих от пятна накала. Воздействуя на электрод, они препятствуют отделению капли, размеры которой становятся все больше. Большие капли могут вызвать перенос металла в сторону дуги и сопровождаться значительным разбрызгиванием металла. Подобная реакция менее интенсивна, на обратной в сравнении с прямой полярностью.
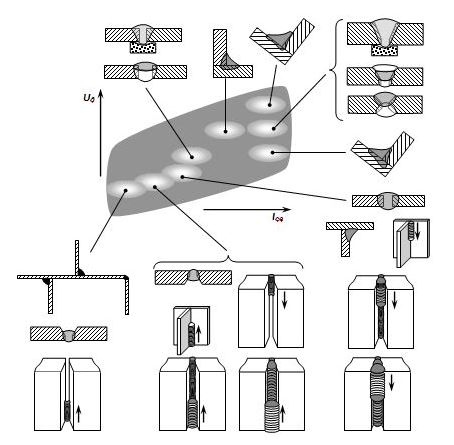
На диаграмме представлены области напряжения дуги и силы тока и разное их сочетание, рекомендуемые для разной сварки, швов, положений.
Зависимость качества сварочного шва от техники выполнения и положения горелки показано на картинке внизу.