Роликовые сварные швы.
Условный знак роликового шва, в зависимости от его размещения по отношению к полке выноски и от применяемого способа сварки, может быть или не быть привязан к положению относительно стороны стрелки. Если знак пересекается полкой, он указывает не на сварку по обеим сторонам, а на отсутствие связи со стороной расположения стрелки.
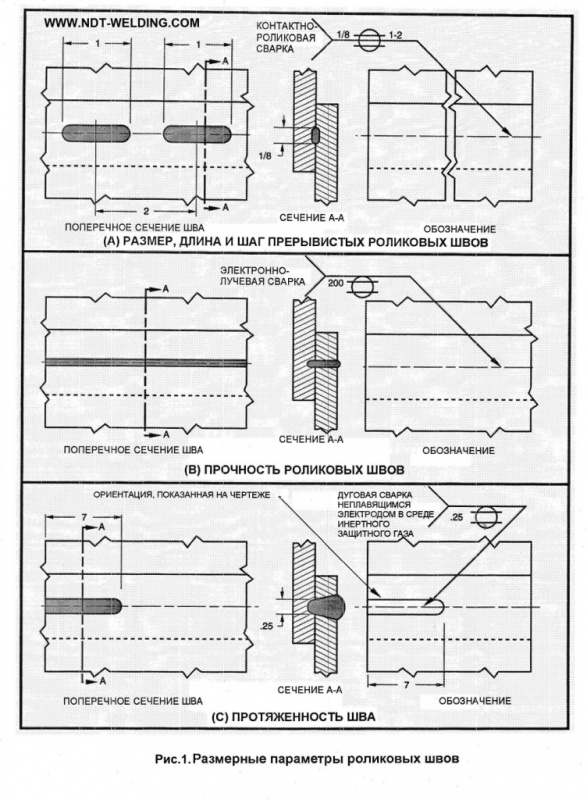
Размерные параметры роликового шва указываются в форме калибра или прочности, длины и (или) шага и числа требующихся швов. Технология сварки должна указываться в хвосте полки условного обозначения.
Размер или прочность проставляются слева от условного знака на той же стороне, где размещается сам знак, или слева на любой стороне в случае отсутствия привязки к стороне. Калибр роликового шва измеряется шириной сварного шва в области контакта прилегающих поверхностей соединяемых элементов. Прочность задается числом фунтов на дюйм или ньютонов на миллиметр (в метрической системе единиц). В условном обозначении сварки оба параметра не указываются одновременно.
Длина и шаг роликовых швов.
Значение длины роликового шва указывается справа от знака вида сварного шва. Длина не указывается, если роликовый шов накладывается по всей длине сварного соединения или по всему интервалу между точками резкого изменения направления сварки.
Иногда роликовые швы выполняют прерывистыми. В этих случаях значение шага должно проставляться справа от значения длины и оделяться дефисом (-). Если используются два или несколько прерывистых роликовых шва, то подразумевается, что длина и шаг измеряются параллельно оси шва. Если направление ориентации не совпадает с параллелью к оси шва, для уточнения заданной ориентации используется детальный чертеж.
Число требующихся роликовых швов проставляется над или под условным знаком (в зависимости от размещения условного знака) и записывается в круглых скобках.
Профили роликовых швов, которые образуются в результате сварки, должны быть на лицевой стороне относительно гладкими или выпуклыми. Если задается чистовая обработка шва после сварки (по поверхности, сформированной после сварки), то соответствующее буквенное обозначение помещается над символом профиля. Оно указывает на технические приемы, применяемые для получения нужного профиля, но не задает степень отделки. Степень отделки указывается в примечании на чертеже, или в детализации. Примеры задания размерных параметров роликовых швов приведены на рис. 1 и 2.