Плотность большинства металлов и металлических сплавов немного увеличивается при кристаллизации. Обусловленное этим уменьшение объема называют усадкой. При затвердевании отливок усадка приводит к образованию усадочных раковин и усадочных пор (рис.1).
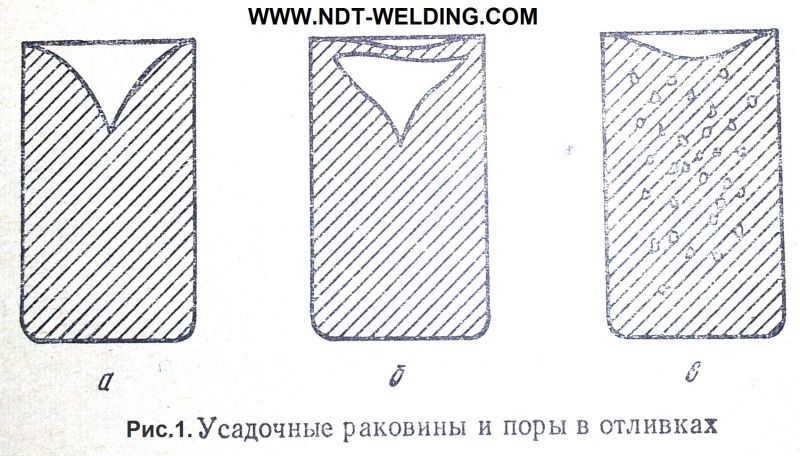
Если отливки затвердевают в условиях, когда кристаллизации сверху не происходит, образуются открытые усадочные раковины (рис.1а). При достаточно интенсивном охлаждении отливок сверху формируются закрытые усадочные раковины (рис.1б). Усадочные раковины получаются в результате постепенного понижения в ходе затвердевания уровня жидкости, остающейся в форме. Объемная усадка, происходящая на фронте кристаллизации, компенсируется поступлением к нему жидкости, вследствие чего и снижается ее уровень. Сосредоточению усадки в одном месте способствует последовательность затвердевания расплава от стенок формы.
Если затвердевание непоследовательное и ненаправленное, создается рассредоточенная усадка в виде многочисленных пор (рис.1в). Образуются они в междуветвиях при кристаллизации участков жидкости, не связанных с основным объемом не затвердевшей еще части отливки. Усадка, получающаяся при затвердевании этих изолированных микроучастков расплава, не компенсируется притоком питающей жидкости и в междуветвиях образуются мелкие усадочные раковины (микропоры). Усадочные микропоры образуются и при наличии связи междуветвиевых участков жидкости с основным объемом расплава, если жидкокристаллическая зона отливки широкая. В этом случае на последних этапах кристаллизации поступление питающей жидкости через тонкие длинные извилистые междуветвия затруднено и создается микропористость.
В отливках, содержащих усадочные микропоры, объем сосредоточенной усадочной раковины меньше, чем в плотных отливках. Меняя условия затвердевания (прежде всего толщину жидкокристаллической зоны), можно варьировать соотношение обхемов концентрированной и рассредоточенной усадки. Уменьшить рассредоточенную усадку можно подогревом головной (прибыльной) части отливки или разливкой под давлением.
В отливках, получаемых методами непрерывного литья, усадочные раковины не образуются; здесь в верхней части все время поддерживается запас питающей жидкости.
Большую роль при формировании структуры отливок играет неравномерное распределение примесей. Помимо рассмотренной выше внутрикристаллической ликвации, в отливках создается химическая неоднородность большого масштаба – различие по составу обнаруживают макроскопические области отливки.
Такая макроскопическая ликвация примесей может быть обусловлена различием плотностей жидкой и кристаллической фаз. Особенно ярко проявляется ликвация по удельному весу в сплавах эвтектического типа. Если, например, первичные кристаллы а-раствора тяжелее, чем жидкость, то при достаточно медленном объемном затвердевании доэвтектического сплава С1 (рис.2)
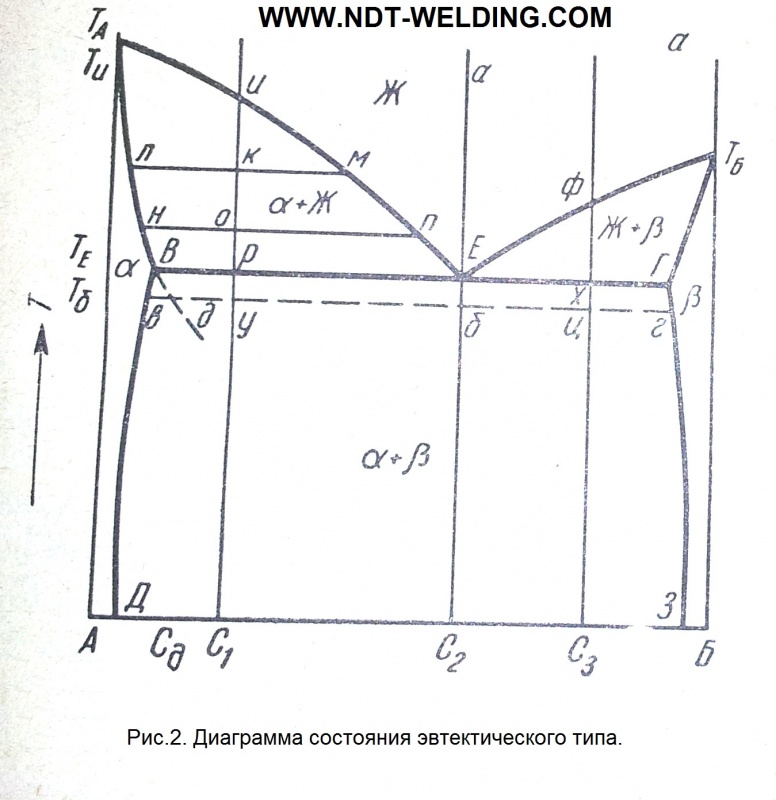
произойдет расслоение – первичные кристаллы а-фазы сосредоточиваются внизу отливки, а эвтектическая жидкость (переходящая затем в эвтектику) – вверху (рис.3).
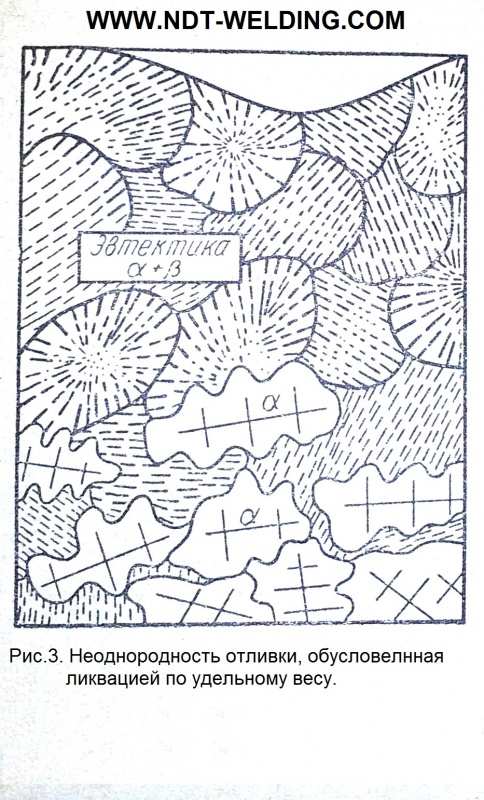
В заэвтектическом сплаве С3 первичные кристаллы ᵝ, более легкие, чем жидкость, могут сосредоточиться вверху отливки. Эвтектика же расположится предпочтительно в нижней части отливки. Сильно леквируют по удельному весу неметаллические включения (окислы, сульфиды, частицы огнеупорных материалов и шлаков). Они обычно концентрируются вверху отливок.





