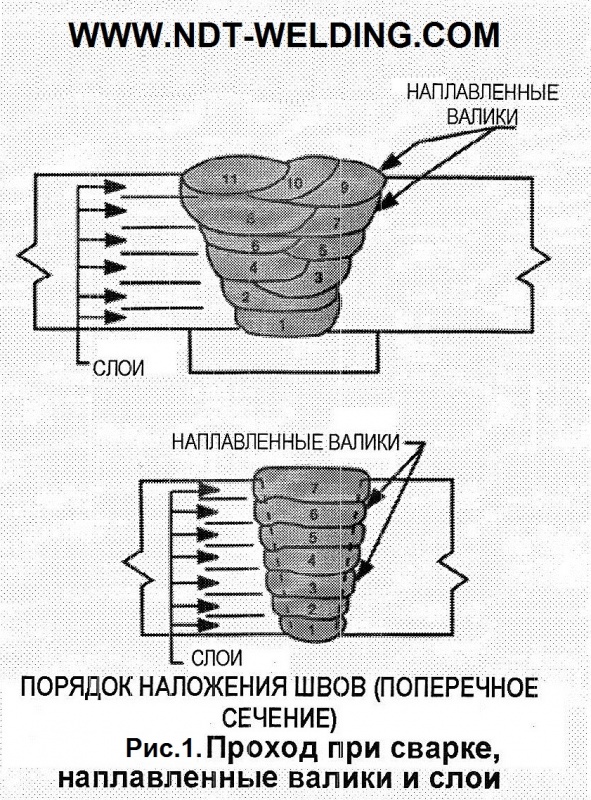
Так как дополнительные термины, связанные с фактическим наложением швов часто используются в описаниях технологии сварки, инспектора по сварке должны быть знакомы с их смыслом. Прежде всего, следует различать понятия: проход при сварке, наплавленный валик и наплавленный слой. Проход при сварке – это однократное перемещение источника тепла в одном направлении вдоль стыка. Наплавленный валик – это слой металла, наплавленный за один проход. Наплавленный слой – это одиночный слой наплавленного металла в многопроходном шве. Наплавленный слой металла может состоять из одного или нескольких валиков рис.1.
В процессе наложения валика его наименование может зависеть от способа, применяемого сварщиком. Если сварщик ведет шов вдоль стыка с небольшими колебаниями в поперечном направлении или без таких колебаний, то полученный наплавленный валик называется ниточным валиком. Когда сварщик ведет электрод вдоль шва с колебаниями в поперечном направлении, образуется уширенный валик, который обычно шире ниточного валика. Из-за поперечных колебаний скорость перемещения, измеряемая вдоль продольной оси сварного шва, меньше, чем при наложении ниточного валика. Примеры этих валиков приведены на рис.2.

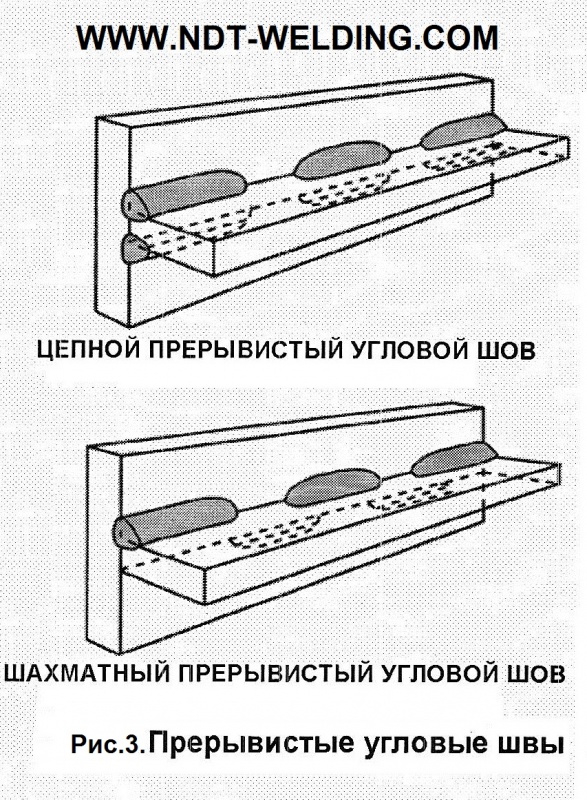
Если требуются угловые швы, могут быть ситуации, когда нецелесообразно использовать непрерывные швы в данной конструкции. Поэтому конструктор может выбрать прерывистые угловые швы. Если прерывистые угловые швы наложены с обеих сторон данного стыка, они могут быть заданы как цепные или шахматные прерывистые швы. В цепном прерывистом шве участки сварки по обеим сторонам стыка расположены один напротив другого. Шахматный прерывистый шов – это прерывистый угловой шов по обе стороны стыка, у которого участки сварки на одной стороне расположены напротив промежутков на другой стороне. Оба варианта прерывистых угловых швов показаны на рис.3.
Другим понятием, связанным с реальными сварочными работами, является «обварка конца детали по периметру» (обычно называется обварка по периметру). Обварка по периметру – это «наложение дополнительного углового шва за угловой частью элемента как продолжение основного шва», рис.4.

Наконец, есть несколько терминов, которыми описывается фактические порядок, в котором должна выполняться сварка. Обычно это делается для снижения величины деформаций, вызываемых сваркой. К основным техническим решениям этой задачи относятся обратноступенчатая сварка, сварка блоками и сварка каскадам, рис.5.
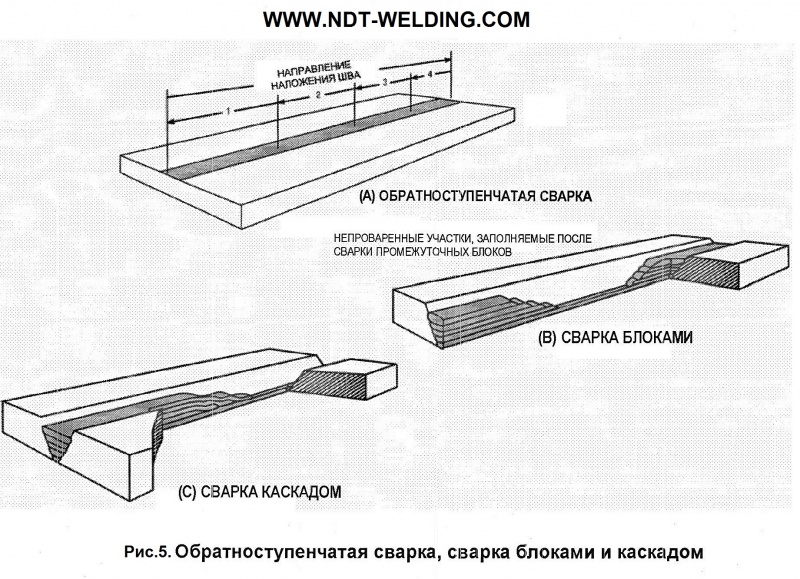
Обратноступенчатая сварка – это способ выполнения сварного шва следующими один за другим участками в направлении, обратном общему приращению длины шва.
Сварка блоками определяется как «комбинированное выполнение многослойного сварного шва отдельными продольными и поперечными валиками с полным или частичным заполнением каждого из них и последующим соединением переходных участков». При выполнении сварки блоками важно делать каждый последующий слой немного короче предыдущего, чтобы на конечном участке блока имелся слабый уклон. Это должно создать наилучшие условия для получения достаточного сплавления в том случае, когда позже заполняется соседний блок.
Сварка каскадом определяется как «комбинированное выполнение многослойного сварного шва продольными и поперечными валиками, при котором каждый последующий участок многослойного шва перекрывает предыдущий участок». Этот технический прием отличается от сварки блоками тем, что каждый последующий проход длиннее предыдущего.





