Согласно стандарту AWS D1.1 четыре технологии сварки прошли предварительную аттестацию. К их числу относится сварка металлическим покрытым электродом (SMAW), дуговая сварка под флюсом (SAW), дуговая сварка плавящейся порошковой проволокой (FCAW) и дуговая сварка металлическим электродом в газовой среде (GMAW), за исключением дуговой сварки с переносом металла периодически повторяющимися короткими замыканиями. Однако это вовсе не означает, что допускается применение только этих технологий сварки. Это лишь предполагает необходимость проведения испытаний по программе аттестации в случае, если при выполнении сварочных работ будут применяться другие технологии сварки. Также существует множество основных металлов, которые считаются приемлемыми, в связи с чем при их использовании не требуется проводить аттестацию.
Толщина основного металла также влияет на эффективность технологии сварки. Поэтому предварительная аттестация различных сварных соединений распространяется лишь на определенные диапазоны значений толщины. Нормы AWS D1.1 предусматривают сварку стали, толщина которой равняется или превышает 1/8 дюйма. Для каждого сварного соединения, прошедшего предварительную аттестацию, в таблице приводятся определенные диапазоны значений толщины для различных технологий, положений и геометрии стыков. Как уже отмечалось выше, в случае, если какие-либо параметры технологии не соответствуют данным ограничениям, это не означает, что эта технология не может применяться. Это лишь означает, что для признания данной технологии приемлемой необходимо провести испытания по программе аттестации.
На рисунке 1 в качестве примера показаны ограничения, которые предусматриваются в документе AWS D1.1 для различных параметров сварных соединений, прошедших предварительную аттестацию.
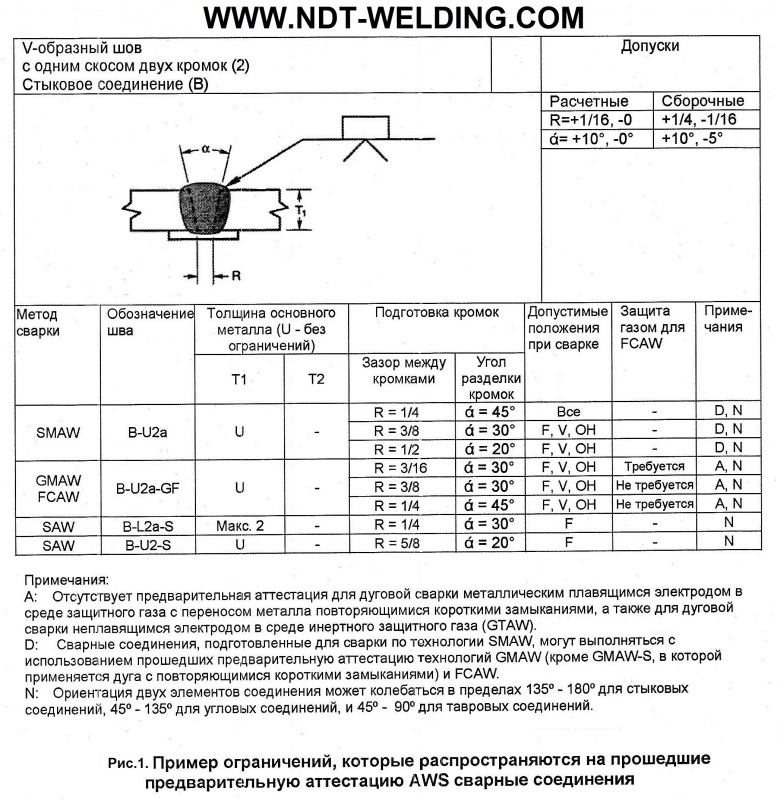
На схеме и в таблице приводятся данные, из которых следует, что это сварное соединение, прошедшее предварительную аттестацию, представляет собой стыковой шов со скосом двух кромок, сварка которого выполнялась с одной стороны, со стальной подкладкой у корня шва. В таблице представлены различные требования к конкретной геометрии сварного соединения в зависимости от технологии, толщины и положения при сварке. Кроме того, для каждой технологии зазор между свариваемыми кромками может меняться в зависимости от угла разделки кромок. Для технологии сварки металлическим покрытым электродом существует три варианта сочетаний зазора между свариваемыми кромками и угла разделки кромок. При зазоре между свариваемыми кромками в ¼ дюйма угол разделки кромок равен 45°, при зазоре между свариваемыми кромками в 3/8 дюйма угол разделки кромок равен 30°, а при зазоре между свариваемыми кромками в ½ дюйма угол разделки кромок равен 20°. Также следует обратить внимание на то, что в таблице в правом верхнем углу указаны допуски для зазора между свариваемыми кромками и для угла разделки кромок. Допуски для данных значений делятся на «расчетные» и «сборочные». «Расчетные» допуски предоставляют конструктору возможность определения размеров в заданных пределах. «Сборочные» допуски относятся к допустимым отклонениям от указанных размеров во время сборки элементов, подлежащих соединению сваркой. Таким образом, при проверке сборки данного соединения под сварку в процессе производства, инспектору по сварке следует пользоваться «сборочными» допусками.
В следующей колонке перечислены позиции, для которых данное соединение считается прошедшим предварительную аттестацию. Далее следует колонка, в которой представлена информация о необходимости базовой защиты при использовании технологии дуговой сварки плавящейся порошковой проволокой. При применении значений, относящихся к сварным соединениям, прошедшим предварительную аттестацию, следует обращать внимание на примечания, приведенные в последней колонке таблицы. Эти примечания могут предусматривать дополнительные ограничения на использование данного сварного соединения, прошедшего предварительную аттестацию.





