В качестве критерия, оценивающего сопротивляемость металла шва образованию горячих трещин, приняты максимальная величина и темп нарастания внутренних пластических деформаций, которые металл может выдержать в процессе сварки без разрушения.
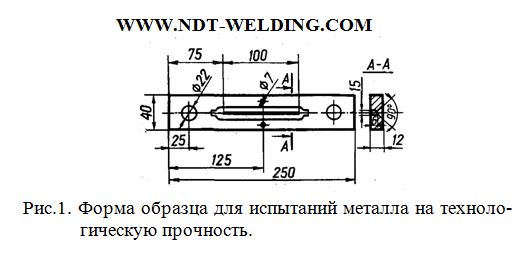
Испытания проводят по следующей схеме. В канавку образца (рис.1) наплавляют валик с использованием тех сварочных материалов, которые подвергаются испытанию. При помощи отверстий Ǿ22 мм образец закреплен в губках испытательной машины и может растягиваться при сварке вдоль оси с определенной скоростью А, мм/мин.
Растягивание образца начинается не одновременно с зажиганием дуги, а в тот момент, когда дуга пройдет среднее сечение, где сделаны отверстия Ǿ7, служащие концентраторами деформаций. Наличие концентраторов вызывает изгиб отдельных ветвей образца. Зазор между ветвями увеличивается, в результате чего, наряду с продольным, появляется также поперечное растяжение металла шва. Это дает возможность приблизить условия испытаний к схеме деформаций, реально возникающей в шве при сварке.
Если при известной скорости перемещения зажимов испытательной машины в температурном интервале хрупкости металл шва разрушился и в нем появилась трещина, то дальнейшая деформация образца способствует раскрытию этой трещины до отчетливо наблюдаемых размеров. Когда горячих трещин нет, металл шва деформируется пластично до конца испытаний. Таким образом, меняя скорость (темп) перемещения зажимов в разных опытах (при постоянстве всех прочих условий), можно найти критическую скорость растяжения образца, превышение которой вызывает появление горячих трещин в металле шва. Эта критическая скорость Акр и принята в качестве критерия сопротивляемости металла шва образованию горячих трещин при сварке, т. е. является показателем его технологической прочности.