Аналогичное явление должно наблюдаться и при капельном переносе металла, но в несколько меньшей степени. При этом необходимо учесть, что наибольшая концентрация паров металла, испаряющихся в основном с активного пятна на электроде, в связи с огибанием капли газовым потоком, идущим от электрода, вероятнее всего, будет находиться не на оси столба дуги под каплей, а в его периферийных частях по бокам капли, при этом концентрация паров электрода над каплей должна быть заметно больше, чем под каплей. Что также способствует снижению электропроводности плазмы под каплей в связи с меньшим потенциалом ионизации паров металла по сравнению с потенциалом ионизации атомов защитного газа. Это должно приводить к большей степени ионизации атомов плазмы дуги на периферии сбоку от капли (сечение I–I и ниже, см. рис. 1),

чем под каплей, а значит, и к большей проводимости плазмы в этом месте. Необходимо также отметить, что линии скоростного газового потока будут так же, как и линии тока, отклоняться у лобовой поверхности капли. При этом скорость газового потока под каплей будет существенно меньше, чем над каплей. Это явление может оказывать существенное влияние на формирование поверхности сварочной ванны, так как на ее поверхность действует не только периодическое силовое воздействие от капель, попадающих в сварочную ванну, но и вызванное возмущающим действием капель пульсирующее давление газового потока.
Наибольший эффект изменения скорости газового потока, температуры газа и плотности тока в столбе дуги по его поперечному сечению при наличии в столбе дуги одной или нескольких капель должен наблюдаться при струйном переносе металла, когда скорость газового потока в столбе дуги наибольшая — (2…3) ・ 103 м/с.
Особо необходимо отметить, что при подлете капли к поверхности сварочной ванны она будет экранировать газовый поток, идущий от электрода, и его скоростной напор будет направлен в основном на боковую часть кратера (см. рис. 2).
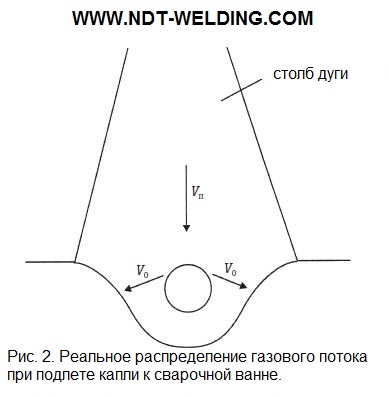
Из чего следует, что распределение температуры газа у поверхности ванны в этом случае изменится и наибольшее повышение его температуры, обусловленное торможением газового потока у стенок кратера, будет наблюдаться не в центре сварочной ванны, а на ее периферии и, возможно, на стенках кратера, являющихся твердым нерасплавленным металлом изделия.
Из этого также следует, что и степень ионизации газа, а значит, и его проводимость в этом случае будет больше у стенок кратера. Поскольку сварочный ток проходит по наименьшему сопротивлению, то и распределение тока по поверхностям кратера и сварочной ванны в этом случае изменится, и сварочный ток в основном будет проходить через периферийные части сварочной ванны и через стенки кратера.
Из сказанного следует, что в сварочной ванне и кратере плотность тока и распределение температуры по их поверхностям постоянно пульсируют с частотой, равной частоте переноса капель. Наибольший эффект этих пульсаций должен наблюдаться при максимальной скорости газового потока в столбе дуги, т.е. при струйном переносе металла.





