Поры в сварных швах– округлые или вытянутые полости, заполненные газом. Они могут быть микроскопическими и крупными (до 4–6 мм). Поры образуются в швах или на границе сплавления с основным металлом. Склонность к образованию пор зависит от концентрации газа в сварочной ванне, растворимости его в твердом или жидком металле при температуре кристаллизации, скорости кристаллизации металла, коэффициента диффузии газа в жидком и твердом металлах. Газовыделение связано с химическими реакциями в расплавленном металле, например: FeO + C ↔ Fe + CO↑. Из-за нерастворимости в железе СО в процессе реакции выделяется в виде пузырьков. Снижение растворимости газов по мере охлаждения сварочной ванны также является причиной образования пористости.
Поры в отливках – в жидких металлах и сплавах растворимость газов с увеличением температуры повышается. При избыточном содержании газов они выделяются из расплава в виде газовых пузырей, которые могут всплыть на поверхность или остаться в отливке, образуя газовые раковины, пористость или неметаллические включения, снижающие механические свойства и герметичность отливок.
Дефекты изображены на рис. 1.1 — 1.5.
Рис. 1.1. Схематичное изображение пор в сварном шве
 Рис. 1.2. Точечная неоднородность слитков (макроструктуры): а — равномерная (сталь); б — краевая (сталь)
Рис. 1.2. Точечная неоднородность слитков (макроструктуры): а — равномерная (сталь); б — краевая (сталь)
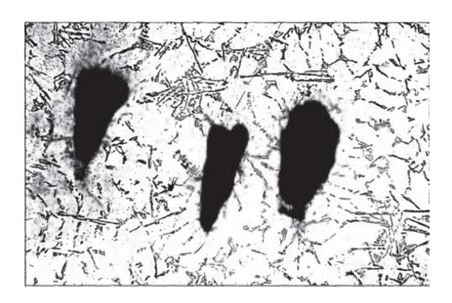 Рис. 1.3. Газовая пористость, сечение отливки; алюминиевый сплав, микроструктура, х100
Рис. 1.3. Газовая пористость, сечение отливки; алюминиевый сплав, микроструктура, х100 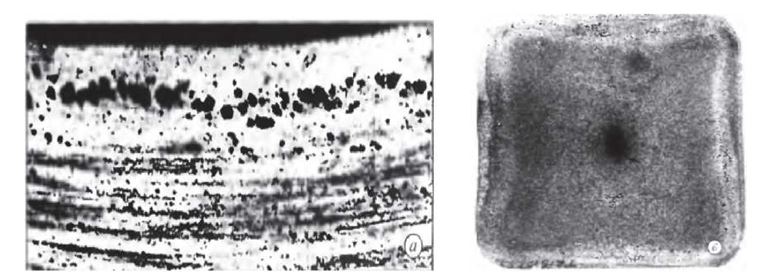 Рис. 1.4. Пористость: а — подкорковая, профиль; алюминиевый сплав, микроструктура, х100; б — внутренняя, в центральной зоне стальной отливки, темплет
Рис. 1.4. Пористость: а — подкорковая, профиль; алюминиевый сплав, микроструктура, х100; б — внутренняя, в центральной зоне стальной отливки, темплет
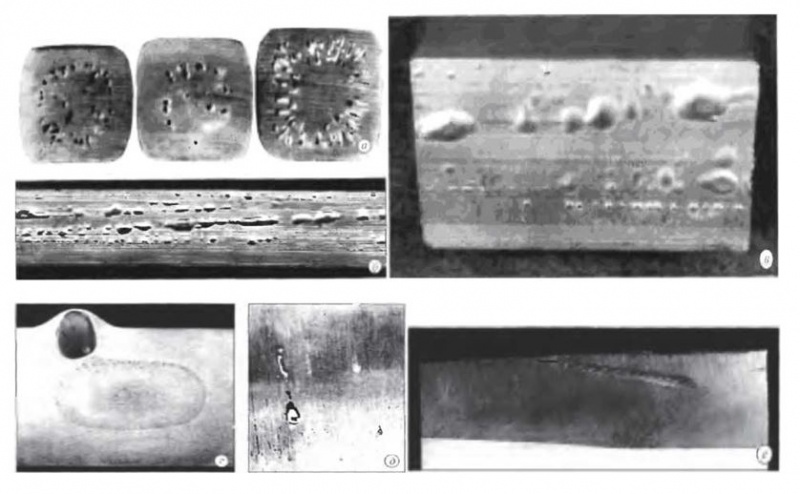 Рис. 1.5. Газовые пузыри: а — внутренние, поперечное сечение отливки, сталь, темплет; б, в — подкорковые, прессованный профиль, алюминиевый сплав, внешний вид; г — подкорковый, прессованный профиль, макроструктура; д — подкорковые, поверхность листа, алюминиевый сплав, внешний вид; е — свищ в сварном шве, алюминиевый сплав, внешний вид
Рис. 1.5. Газовые пузыри: а — внутренние, поперечное сечение отливки, сталь, темплет; б, в — подкорковые, прессованный профиль, алюминиевый сплав, внешний вид; г — подкорковый, прессованный профиль, макроструктура; д — подкорковые, поверхность листа, алюминиевый сплав, внешний вид; е — свищ в сварном шве, алюминиевый сплав, внешний вид