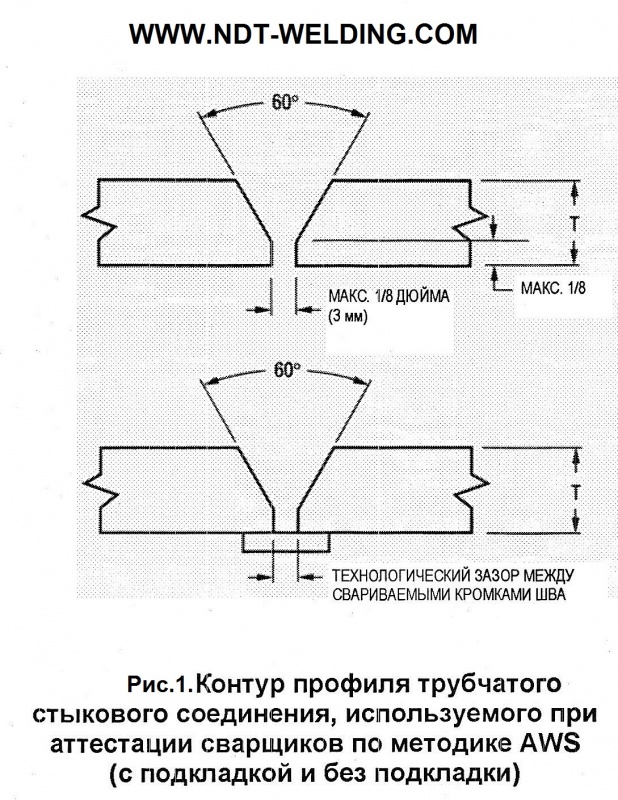
AWS выступило с предложением об использовании дополнительной конфигурации листов для испытаний, предназначенной для контрольной сварки в горизонтальном положении. При этом применяется такой же угол разделки кромок (45°), как и для нижнего положения, но кромка скашивается только у верхнего листа. Благодаря этому образуется полка, на которую сварщик может наплавлять слои сварного шва и более простым путем заполнить пространство между кромками.
На рис.1 показаны требуемые конфигурации трубчатого стыкового соединения для выполнения сварных швов с подкладкой и без подкладки.
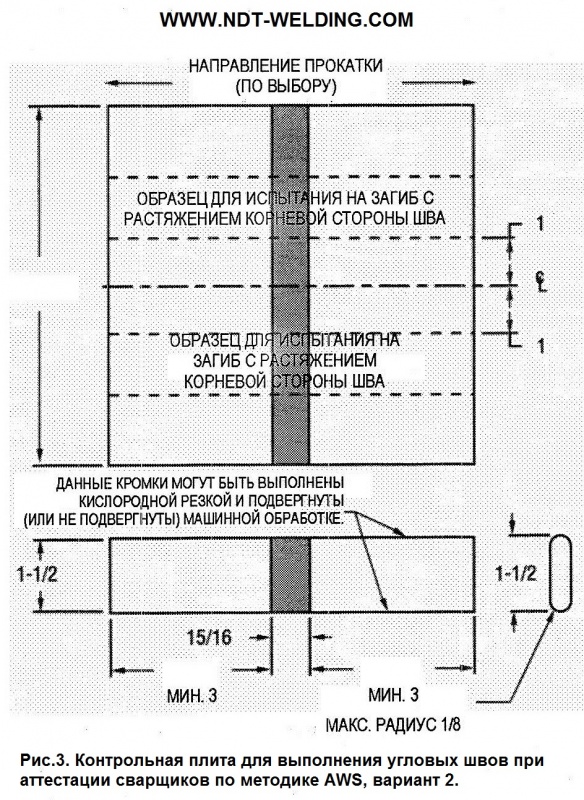
На рис.2 и 3 показаны листы для испытаний в целях аттестации сварщиков для выполнения угловых швов. В документе AWS D.1.1 также предусматривается два метода проведения данной аттестации: это испытание разрушением углового образца с одним угловым швом с контролем микроструктуры травлением (см.рис.2) и испытание на загиб с растяжением обратной стороны углового шва (см.рис.3).

Последняя конфигурация контрольного стыка, предусмотренная в AWS D.1.1, называется контрольным стыком для испытаний 6GR, или контрольным стыком для Т-, К- и Y- образных соединений обычных труб, а также труб квадратного и прямоугольного сечения. Данная конфигурация показана на рис.4.
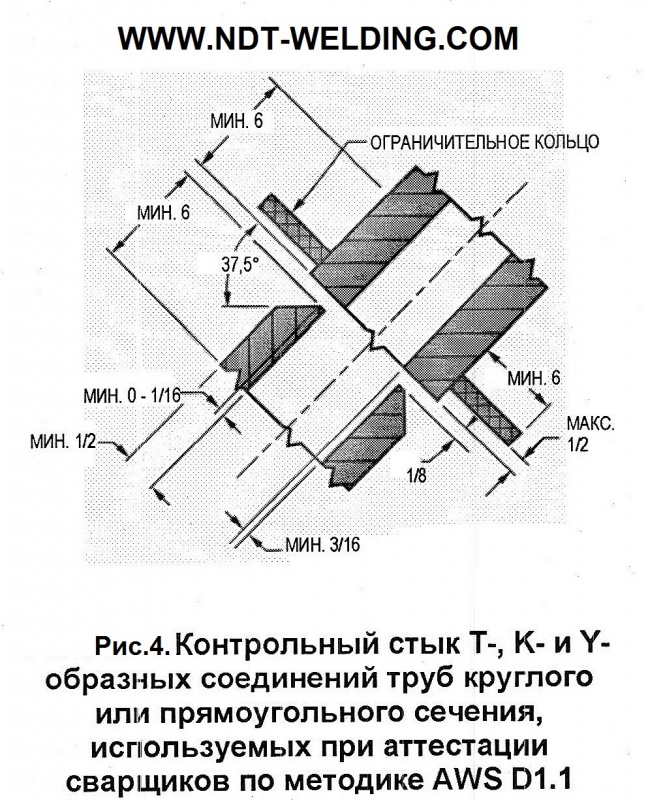
Буквы «Т», «К» и «Y» служат исключительно для описания приблизительной формы стыков. Данная конфигурация контрольного стыка предназначена для воспроизведения условий затрудненного доступа, которые возникают при сварке Т-, К- и Y- образных соединений трубчатых конструкций. Это достигается путем установки ограничительного кольца на расстоянии не более ½ дюйма от края разделки.