В качестве источника нагрева при сварке плавлением в защитных газах используется мощная электрическая дуга. В этой дуге электрическая энергия трансформируется в тепловую энергию, у которой плотность достаточна для местного (локального) плавления основного металла. Зона сварки в условиях атмосферы (21%О2+78%N2) должна быть очень хорошо защищена от насыщения металла шва кислородом и азотом воздуха, которые, как известно ухудшают его свойства. Подаваемые через сопло защитные газы, вытесняют воздух и тем самым защищают сварочную ванну и электрод. Чтобы заполнить зазоры между свариваемыми кромками деталей или разделками кромок и для того, чтобы отрегулировать состав металла шва в зоне плавления, применяют присадочный металл или электродную проволоку. Смотря на то, какой электрод Вы используете, дуговую сварку различают на сварку неплавящимся и плавящимся электродами.
Защитные газы. Влияние защитных газов на технологические свойства дуги
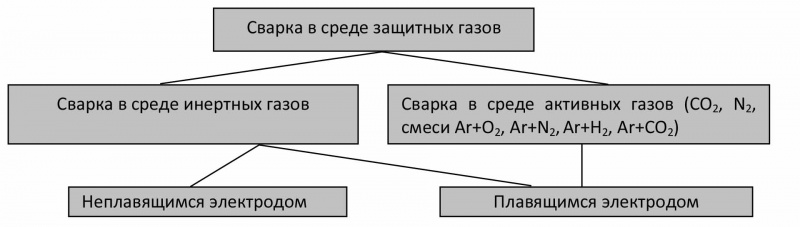
При проведении дуговой сварки плавлением ТИГ и МИГ/МАГ в качестве защитных газов используют:
– инертные газы;
– активные газы;
– смеси газов.
Защитный газ подбирают учитывая способы сварки, свойства свариваемого металла, и требования, которые предъявляются к сварным швам.
Инертными газами называются газы, которые не способны к химическим реакциям и которые почти не растворимы в металлах. Из этого следует, что данный тип газов лучше всего использовать проводя сварку химически активных металлов и сплавов на их основе. К таким сплавам относятся алюминий, легированные стали разных марок, алюминиевые и магниевые сплавы. При проведении ТИГ и МИГ/МАГ сварки, применяются следующие инертные газы:
– аргон (Ar);
– гелий (He);
– смеси Ar+ He.
Активными газами являются газы, которые могут защитить зону сварки от попадания в нее воздуха и к тому же химически реагировать со свариваемым металлом или физически растворяться в нем. При проведении дуговой сварки сталей для защиты сварочной ванны используют углекислый газ (СО2). Из-за большой химической активности СО2 к вольфраму данный защитный газ применяют только при сварке МИГ/МАГ. Также к наиболее применяемым активным газам при сварке МИГ/МАГ можно отнести газовые смеси. Обычно, в состав газовых смесей входят аргон (Ar), кислород (О2), азот (N2), водород (H2).
Классификация видов сварки в защитных газах показана на схеме.
Свойства защитных газов
Физические свойства защитных газов:
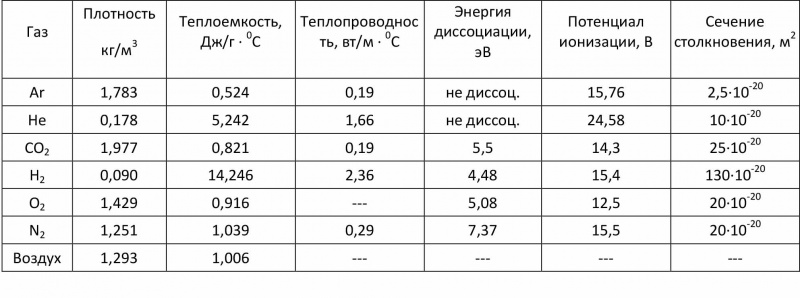
Краткая характеристика защитных газов
Аргон – инертный газ, который наиболее часто применяется при сварке. Аргон тяжелее воздуха и не образует с воздухом взрывчатых смесей. Из-за низкого потенциала ионизации, данный газ обеспечивает стабильность горения дуги. Но низкий потенциал ионизации также является причиной низкого напряжения на дуге, из-за которого снижается тепловая мощность дуги. Аргон, который тяжелее воздуха, делает хорошую газовую защиту сварочной ванны, но только когда сварка ведется в нижнем положении. При использовании аргона необходимо очень хорошо проветривать помещение, так как данный газ может накапливаться в помещении у пола. Аргон выпускают по ГОСТ 10157-79 двух сортов: высшего и первого. Высший сорт предпочтительнее применять при сварке ответственных металлоконструкций из активных и редких металлов и сплавов, цветных металлов. Аргон первого сорта применяют для сварки сталей и чистого алюминия.
Гелий – бесцветный, неядовитый, негорючий и невзрывоопасный газ. Гелий гараздо легче воздуха и аргона, из-за чего ухудшается эффективность защиты сварочной ванны при сварке в нижнем положении, но улучшается защита при сварке в потолочном положении. Гелий применяют реже чем аргон, потому что он дороже и остродефицитный. Имея более высокий потенциал ионизации, при одинаковом значении тока, дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это обеспечивает более глубокое проплавление металла и сильно повышает скорость сварки. Гелий применяется при сварке химически чистых и активных материалов и сплавов, а также сплавов на основе алюминия и магния.
Зачастую применяются смеси аргона и гелия с содержанием 35-40% аргона и 60-65% гелия и это считается оптимальным составом. Используя данную смесь можно реализовать преимущества обоих газов: аргон гарантирует стабильность горения дуги, гелий – высокую степень проплавления.
При проведении сварки меди используется азот, так как данный газ к меди химически нейтрален, т.е. не образует с ней никаких химических соединений и в ней не растворяется.
(продолжение следует)