Исследования показали, что протяженность катодной и анодной областей дуги весьма мала: lк = 1·10-5 см; lа = 1·(10-3…10-4) см. Тогда длина столба дуги: lс ≈ lд (равна длине дуги), а
Uд = Ua + Uк + Uс ,
Lд = lа + lк + lс .
Мощность, выделяемая в 3-х зонах дуги Pд = Icв·Uа + Icв·Uк+Icв·Uс, полностью определяется величинами Uа,Uк,Uс, Uа = 2..5 В; Uк = 4..20 В. Для стальных электродов Uа = 4..5 В.
Заряженные частицы в дуге возникают вследствие эмиссии электронов с поверхности катода (термической и автоэлектронной) и ионизации газов, находящихся в дуговом промежутке (это положительные ионы).
Для оценки свойств столба дуги введено понятие: градиент потенциала столба дуги – Ес.
Поскольку зависимость Uc = f(lc)линейная, то
Для сварочных дуг: Ес = 1 – 5 В/мм.
Ес зависит от состава дугового газа. Для большинства дуг со стальным электродом:
а) при плавлении на воздухе – Ес ≈ 3 – 4 В/мм;
б) в СО2 – Ес ≈ 5 В/мм;
в) для сварки W в среде аргона – Ес ≈ 1 В/мм.
Г) при сварке в вакууме: Ес ≈ 0,1 В/мм.
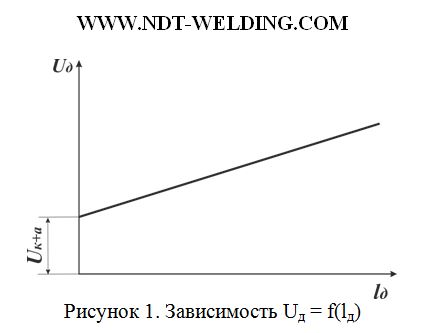
При изменении сварочного тока (его величины) величина Ес (для данного способа сварки) мало изменяется. Вследствие этого при сварке соблюдается линейность на графике зависимости напряжения на дуге от её длины (рис. 1).
Uд = Uк + а + Ес · lд; (Uc = Ес·lд).
Температура максимальна у столба дуги составляет не менее 5000-6000 оС.