Контактная сварка (RW) представляет собой группу сварочных процессов, вызывающих слияние соединяемых поверхностей за счет тепла, выделяемого вследствие сопротивления заготовок прохождению сварочного тока по цепи, в которую входят заготовки, и воздействия давления. Эта технология применяется, как правило, при работе с листовым металлом толщиной до 1/8 дюйма (3 мм). Ни присадочные металлы, ни флюсы не используются.
В технологии контактной сварки различают три способа: контактную точечную сварку (RWS), роликовую сварку (RSEW) и рельефную сварку (PW). Хотя электроды изготовляют, как правило, из медных сплавов, разработано множество других видов материала электродов специального назначения, например, для сварки оцинкованной стали.
Наиболее распространенный из названных способов – это контактная точечная сварка, показанная на рис.1.
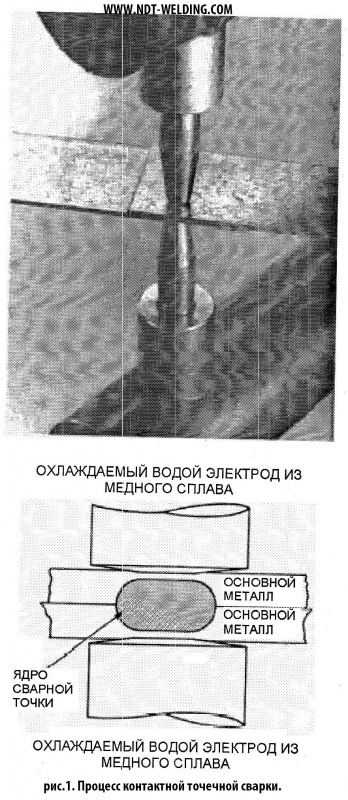
Хотя электроды имеют, как правило, цилиндрическую форму, им могут быть приданы разнообразные профили. Сила, удерживающая две металлические заготовки в тесном соприкосновении, прикладывается через два электрода. В этом случае ток проходит через электроды и заготовки. Вследствие сопротивления прохождению тока на прилегающих поверхностях выделяется тепло, вызывающее образование ядра сварной точки (см. рис.1). Сила сжатия, прикладываемая через электроды, продолжает удерживать полосы металла в плотном контакте во время сварки.
Поверхности заготовок должны быть очень чистыми, позволяющими получить стабильный электрических контакт и бездефектное ядро сварной точки. Как правило, единовременно можно выполнить только один точечный шов.
В рельефной сварке в одном листе выдавливаются выступы или лунки. При сложении двух листов происходит концентрация тока, который проходит через выступы на прилегающих поверхностях. На противолежащих сторонах листов используются плоские электроды большой площади, которые, прижимая листы друг к другу, вызывают прохождение тока через выступы. Благодаря этому за один цикл сварки можно создавать несколько сварных швов.
Посредством роликовой сварки получают непрерывный шов, который фактически состоит из ряда перекрывающихся точечных швов. Электроды выполняются, как правило, в виде вращающихся колес, между которыми перемещаются два листа. Сплошной роликовый шов получают своевременным приложением тока и давления.
Для сварки может применяться как полуавтоматическое, так и автоматическое оборудование. Оператор, работающий с полуавтоматическим оборудованием, размещает свариваемые листы между электродами или перемещает удерживаемый в руке пистолет по поверхности заготовок и нажимает кнопочный или педальный выключатель. Сварка ведется в запрограммированной последовательности. Если применяется автоматическое оборудование, детали автоматически загружаются в машину, свариваются и выталкиваются. Для контактной точечной сварки в автомобильной промышленности широко используются роботы.
К основным технологическим параметрам сварки относятся сварочный ток, длительность сварки и сила прижима, материал и конструкция электродов. Типичная длительность контактной сварки составляет менее 1 секунды при силе тока от сотен до тысяч ампер.