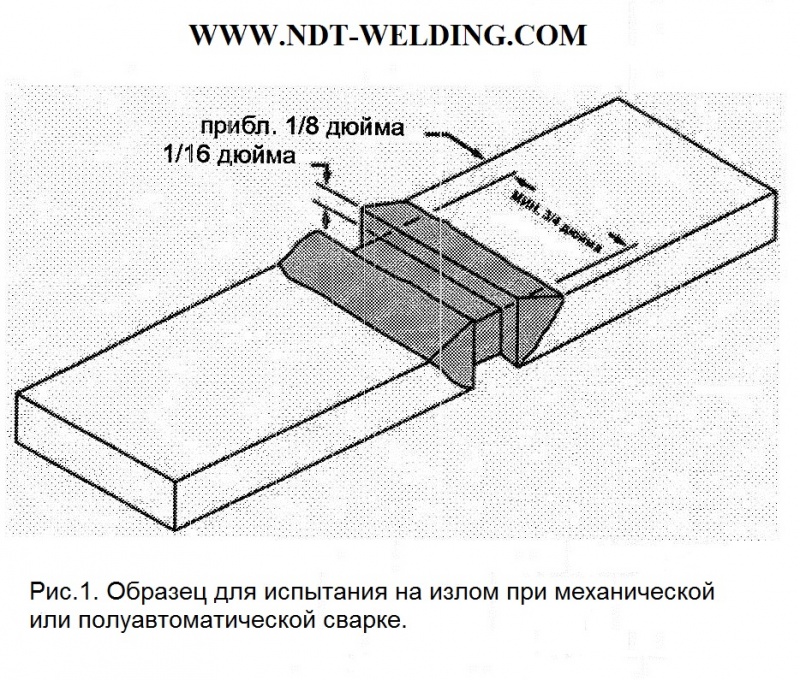
Следующий вид испытаний на отсутствие дефектов, который мы будем рассматривать, построен на разрушении образца сварного соединения с надрезами вдоль сварного шва. Этот вид испытаний используется главным образом в трубопроводной отрасли и регулируется стандартом Американского нефтяного института API 1104. В основе этого метода лежит оценка бездефектности путем разламывания образца по сварному шву и последующего контроля поверхности на присутствие несплошностей. Излом локализуют в зоне сварки при помощи надрезов по двум или трем поверхностям. Типичный образец для испытаний на излом показан на рис.1.
После нанесения надрезов на образец его разламывают в машине для испытаний на разрыв. По центру образца, концы которого закреплены, наносят удар молотком или закрепив один конец в тисках, наносят удары по свободному концу. Сам метод разрушения не имеет значения, поскольку нас интересует не количество энергии, которое требуется затратить на разрушение образца. Задача состоит в том, чтобы разрушить образец в зоне шва и обнаружить присутствие дефектов. Затем поверхность излома осматривают на наличие зон, содержащих шлаковые включения, поры или непровар. В случае обнаружения производится оценка параметров дефектов, и изделие принимается или бракуется на основании ограничительных условий стандарта.
Последний вид испытаний на отсутствие дефектов, который мы рассмотрим, называется испытанием посредством разрушения образца углового сварного шва. Как и предыдущие два вида, данный метод контроля на отсутствие дефектов предназначен в основном для аттестации сварщиков. Это единственное испытание, которое требуется для аттестации сварщиков-прихватчиков в соответствии с положениями стандарта AWS D1.1. После сварки образец под воздействием динамической или статической нагрузки до полного разрушения образца в зоне сварки. При этом испытании инспектор по сварке должен убедиться в удовлетворительном состоянии поверхности сварного шва.
Поверхность излома, после разрушения образца, подвергается проверке по признакам полного сплавления до корня шва, отсутствия зон неполного сплавления с основным металлом или пор крупнее 3/32 дюйма.
Такие испытания на отсутствие дефектов используются во множестве различных отраслей. Их практическое осуществление и оценка результатов кажутся достаточно понятными. Однако, инспектор по сварке должен знать, что оценка результатов таких испытаний не всегда столь проста, как это может следовать из различных норм, правил и технических условий. Поэтому инспектору по сварке необходимо достаточных опыт проведения таких испытаний и расшифровки результатов.