При испытании металл шва в процессе кристаллизации непрерывно подвергается поперечным деформациям, из-за чего в шве может образоваться продольная кристаллизационная трещина.
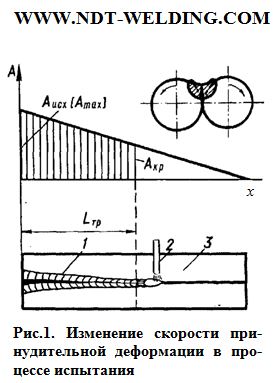
Начальную скорость деформации А выбирают настолько большой, чтобы возникновение трещины было гарантированным, а по мере перемещения дуги вдоль образца ее монотонно уменьшают (рис.1). Возникшая в начале шва трещина развивается вглубь кристаллизующегося металла вслед за перемещающейся дугой. Усилие, необходимое для деформации образцов, в этом случае незначительно, так как шов за дугой полностью разделен продольной трещиной, жидкая ванна деформируется свободно, а сопротивление деформации оказывает только слой металла.
Так как в процессе сварки скорость деформации А постоянно уменьшается, то с некоторого момента времени t она станет настолько малой, что металл, выдержит такую деформацию без образования трещины. Произойдет схватывание и начнется пластическая деформация упрочнившегося в результате охлаждения металла.
Преимущество данной методики перед другими методиками заключается прежде всего в чистоте эксперимента, так как испытанию подвергается только тот слой металла шва, свойства которого нас интересуют, и именно в тех условиях, которые весьма близки к реальным. Важно подчеркнуть, что в процессе испытания основной металл образцов и металл шва, деформации не подвергаются и их свойства на результаты испытаний не накладываются.