Сварка ТИГ, которая используется для большинства металлов, проводится на прямой полярности постоянного тока. Но для алюминия и магния, подобные условия недопустимы, в связи с наличием на поверхности металлов тугоплавкой окисной пленки высокой прочности. Высокая химическая активность алюминия позволяет ему легко вступать во взаимодействие с кислородом. Вследствие процесса окисления образуется прочная пленка (Al2O3) и повышается коррозийная стойкость металла.
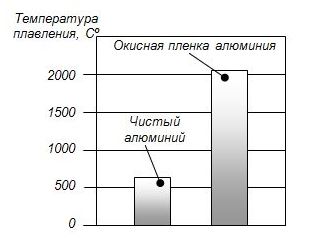
Плавление чистого алюминия происходит при температуре в 660 градусов Цельсия, а окиси алюминия при 2030 градусах Цельсия. Окись алюминия – это твердый материал не подверженный электропроводности. При плавке окись собирается в крупные капли и не сливается в общую массу из-за поверхностной пленки. Наличие вкраплений поверхностной пленки в кристаллизованном металле шва значительно ухудшает его основные параметры. Поэтому для качественного сваривания алюминиевых частей нужно их предварительно очистить от поверхностной пленки. Это можно сделать в несколько способов:
• механический – способ малоэффективный, так как, удалив пленку, тут же образуется новая, а в условиях дуговой сварки при воздействии высокой температуры процесс окисления ускоряется в несколько раз;
• химический – сложный процесс требует значительных затрат времени и сил, но эффективнее механического;
• сварка на обратной полярности;
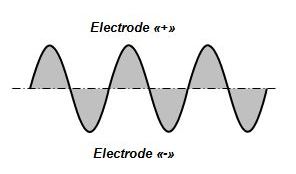
• сварка на переменном токе.
Сварка на прямой полярности (отрицательный электрод) предполагает большую отдачу тепла в свариваемый материал и пленка не разрушается. Если полярность поменять и проводить сварочные работы подключив электрод к положительному полюсу, тепла выделяется меньше и пленка разрушается (катодная очистка).

Теории, объясняющие разрушение поверхностной пленки при обратной полярности:
1. Перемещаясь по сварочной ванне, катодное пятно испаряет окись алюминия. Вместе с тем эмиссия электронов катодных пятен отталкивает поверхностную пленку, и она смещается к краю сварочной ванны, где формирует тонкие полоски.
2. Ионы с помощью достаточного количества кинетического заряда энергии, при столкновении с катодом разрушают твердую поверхностную пленку (как при пескоструйной очистке). Использование газов с высоким атомарным весом дает большую эффективность очистки, что подтверждает эту теорию.
Обладая рядом преимуществ, сварка на обратной полярности имеет и недостатки в виде перегрева электрода и низком проплавлении металла. Для устранения негативных сторон и достижения высокого качества сварочного шва используют сварку на переменном токе. Чередование прямой и обратной полярности позволяют максимально эффективно использовать все качественные показатели – достаточное тепловыделение и высокое проплавление металла (прямая полярность), очистка от поверхностной окисной пленки (обратная полярность). Сварка на переменном токе является самым оптимальным вариантом для алюминия, магния и их сплавов.