
Диаграмма состояния сплавов с неограниченной растворимостью компонентов в твердом состоянии (сплавы твердые растворы с неограниченной растворимостью)
Диаграмма состояния и кривые охлаждения сплавов системы представлены на рис. 1.
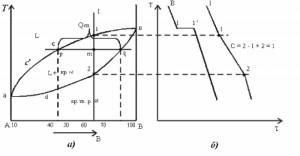
Рис.1 Диаграмма состояния сплавов с неограниченной растворимостью компонентов в твердом состоянии (а); кривые охлаждения типичных сплавов (б)
Влияние температуры
С повышением температуры вязкость увеличивается (см. рис. 1).
Предел текучести Sт существенно изменяется с изменением температуры, а сопротивление отрыву Sот не зависит от температуры. При температуре выше Тв предел текучести меньше сопротивления отрыву. При нагружении сначала имеет место пластическое деформирование, а потом – разрушение. Металл находится в вязком состоянии.
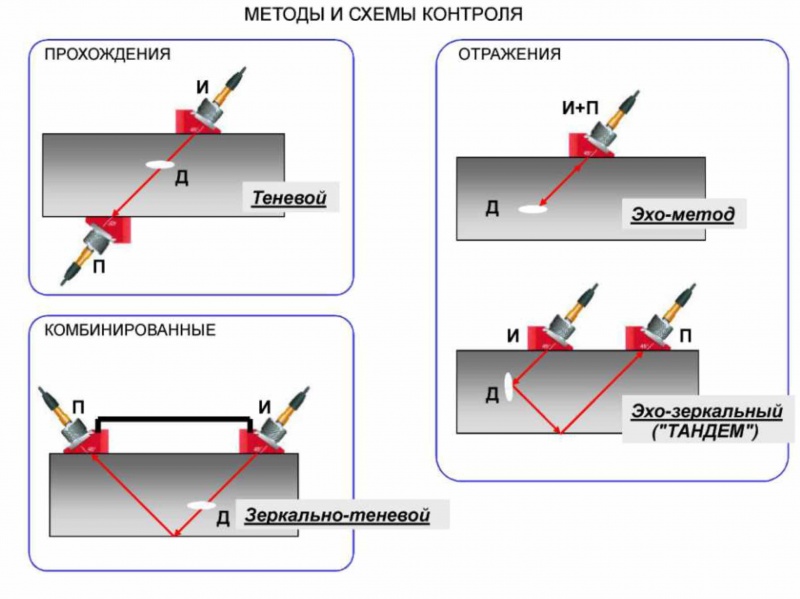
КОНТРОЛЬ СВАРОЧНЫХ МАТЕРИАЛОВ
Контроль сварочных материалов так же, как и основного материала включает:
1) проверку наличия сертификата;
2) проверку сохранности упаковки и наличия на ней этикеток;
3) внешний осмотр;
4) пробную сварку с испытанием полученных сварных соединений (проверка технологических свойств сварочных материалов).
Структура и характеристики электрической дуги
Электрическая сварочная дуга – это длительный электрический разряд в плазме, которая представляет собой смесь ионизированных газов и паров компонентов защитной атмосферы, присадочного и основного металла. Дуга получила свое название от характерной формы, которую она принимает при горении между двумя горизонтально расположенными электродами; нагретые газы стремятся подняться вверх и этот электрический разряд изгибается, принимая форму арки или дуги. С практической точки зрения дугу можно рассматривать как газовый проводник, который преобразует электрическую энергию в тепловую. Она обеспечивает высокую интенсивность нагрева и легко Читать далее →