К параметрам режима сварки плавящимся электродом в защитных газах МИГ/МАГ относятся:
- ток сварки (или скорость подачи электродной проволоки);
- напряжение дуги (или длина дуги);
- полярность тока сварки;
- скорость сварки;
- длина вылета электродной проволоки;
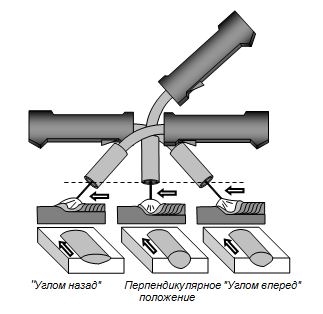
- наклон электрода (горелки);
- положение сварки;
- диаметр электрода;
- состав защитного газа;
- расход защитного газа.
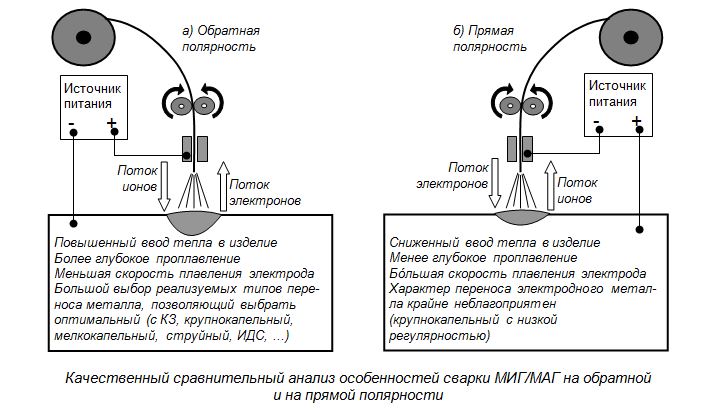
Полярность тока сварки существенным образом сказывается на характере протекания процесса сварки МИГ/МАГ. Так, при использовании обратной полярности процесс сварки характеризуется следующими особенностями:
- повышенный ввод тепла в изделие;
- более глубокое проплавление;
- меньшая эффективность плавления электрода;
- большой выбор реализуемых типов переноса металла, позволяющий выбрать оптимальный (с короткими замыканиями, крупнокапельный, мелкокапельный, струйный, ИДС, …).
В то время как при сварке на прямой полярности наблюдается:
- сниженный ввод тепла в изделие;
- менее глубокое проплавление;
- бóльшая эффективность плавления электрода;
- характер переноса электродного металла крайне неблагоприятен (крупнокапельный с низкой регулярностью).
Различия свойств дуги при прямой и обратной полярности связано с различием выделения тепла дуги на катоде и аноде при сварке плавящимся электродом; тепла на катоде выделяется больше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к сварке МИГ/МАГ (как произведение падения напряжения в соответствующей области дуги на ток сварки):
- в катодной области: 14 В х 100 А = 1,4 кВт на длине ≈ 0,0001 мм;
- в столбе дуги: 5 В х 100 А = 0,5 кВт на длине ≈ 5 мм;
- в анодной области: 2,5 В х 100 А = 0,25 кВт на длине ≈ 0,001 мм.
Разница в выделении тепла в анодной и катодной областях определяет более глубокое проплавление основного металла на обратной полярности, более высокую скорость расплавления электрода на прямой полярности, а также наблюдаемый на прямой полярности неблагоприятный перенос металла, когда капля имеет тенденцию быть оттолкнутой в противоположную сторону от сварочной ванны. Последнее является результатом действия повышенной силы реакции. Сила реакции возникает в результате реактивного воздействия на каплю струи паров металла исходящего из активного пятна, т.е. участка поверхности капли с наивысшей температурой. Сила реакции препятствует отделению капли от торца электрода, а будучи значительной, она может вызывать перенос металла с характерным отталкиванием капель в сторону от дуги, сопровождаемым большим разбрызгиванием металла. Действие этой силы на порядок ниже на обратной полярности (когда электрод является анодом), чем на прямой (когда электрод является катодом).
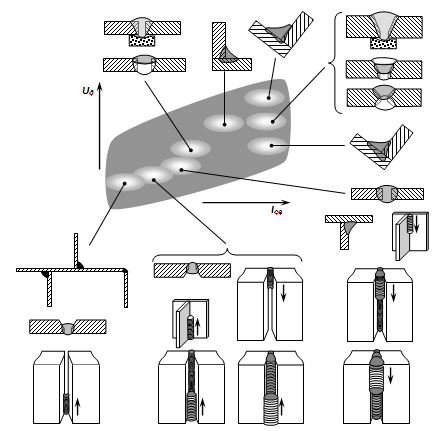
На обобщенной диаграмме ниже показаны области рекомендуемых сочетаний напряжения дуги и тока сварки для швов различных типов и разных пространственных положений.
Влияние положение горелки и техники выполнения сварных швов на формирование сварного шва показано на рисунке ниже.