Туннельные поры представляют собой еще один вид удлиненных пор. Обычно туннельные поры с образованием усадочной раковины представляют собой наиболее опасный дефект в том случае, если основное назначение сварного шва заключается в удержании газа или жидкости; поскольку при этом существует большая вероятность образования пути утечки.
Причиной формирования пор обычно бывает наличие загрязняющих веществ или влага в зоне сварки, которые,
распадаясь под воздействием высокой температуры, превращаются в газ. Источниками появления загрязняющих веществ или влаги может служить электрод, основной металл, защитный газ или окружающая атмосфера. Однако изменения в методике сварки также могут стать причиной появления таких пор. В качестве примера можно привести использование слишком длинной дуги при сварке металлическим покрытым электродом безводородного типа. Другой пример – слишком высокая скорость перемещения источника тепла при выполнении дуговой сварки под флюсом, в результате чего образуются туннельные поры. Таким образом, наличие пор указывает на то, что в каком-либо аспекте сварочные работы выполняются ненадлежащим образом.
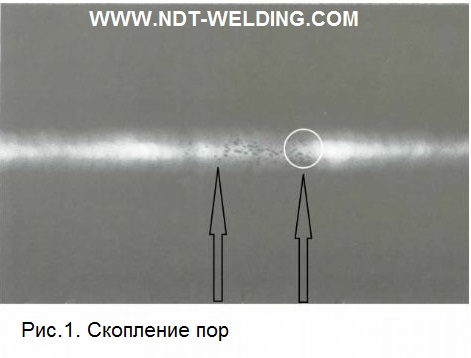
На радиографическом изображении поры выглядят как четко очерченная затемненная зона, поскольку их наличие означает значительное уменьшение плотности материала. Обычно такая зона имеет округлую форму, за исключением туннельных пор. У такого типа пор будет заметен шлейф с характерным закруглением.
На рис.1 показан пример радиографического изображения скопления пор.