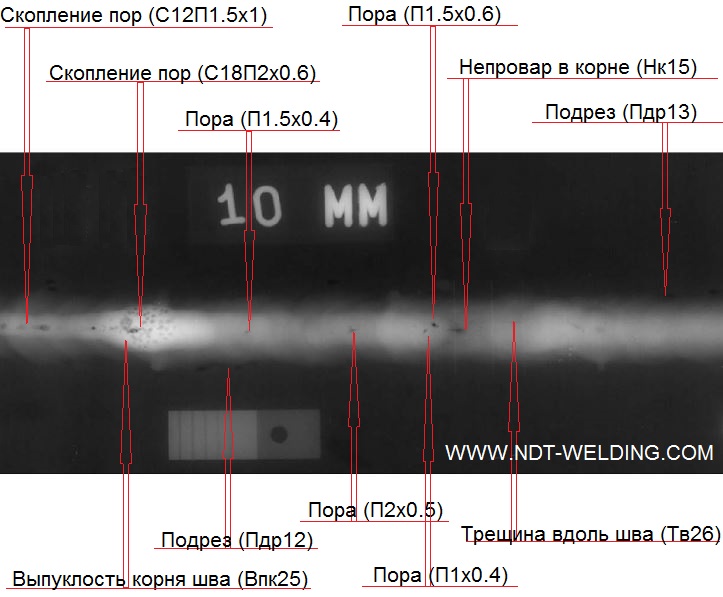
Дефектограмма №11.
Метод контроля: Радиографический.
Наименование объекта контроля: Контрольный образец.
Нормативная документация: ГОСТ 7512-82, ГОСТ 23055-78.
Конструкция объекта контроля: Пластина.
Тип сварного соединения: Стыковое соединение.
Материал: Сталь (Fe).
Толщина сваренных элементов: 10 мм (номинал).
Способ сварки: Ручная аргонодуговая сварка.
Дефекты, изображенные на дефектограмме № 11 – скопление пор, поры, подрез, выпуклость корня шва, непровар в корне, трещина вдоль шва.