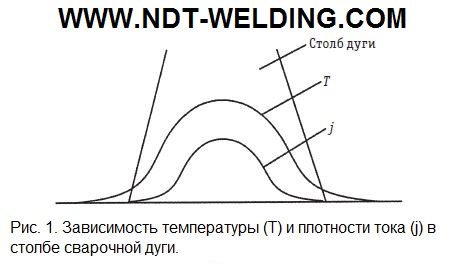
Обычно распределение плотности тока и температуры в столбе дуги рассматривают независимо от того, горит она между неплавящимися электродами или между плавящимися электродами. При этом считается, что плотность тока и температура в столбе дуги распределены так, как показано на рис.1
Однако при сварке плавящимся электродом капли, проходящие через дуговой промежуток, должны вносить существенные изменения в это распределение, так как их размеры соизмеримы с размерами столба дуги при реальных режимах сварки. Рассмотрим это более подробно. Независимо от того, пересекает столб дуги одна или несколько капель, плотность тока в них должна быть значительно меньше, чем в столбе дуги, так как в противном случае на верхней и нижней поверхностях как одной, так и нескольких капель должны были бы образовываться катодные и анодные активные пятна, что невозможно, как показывают нижеследующие рассуждения.
Рассмотрим этот вопрос на примере дуги, горящей между стальными электродами в углекислом газе. Суммарное падение катодного и анодного напряжений для этих дуг составляет (17…19) В, а градиент потенциала в столбе таких дуг равен Uд/ℓд ≈ 2,5 ・ 103 В/м, где Uд — падение напряжения в столбе дуги, В; ℓд — длина дуги, м. Поэтому для капли диаметром dк = (2…3) ・ 10-3 м среднее падение напряжения между ее верхней и нижней поверхностями составит ΔUср ≈ (Uд/ℓд) ・ (dк/2) = (2,5…3,8) В, что значительно меньше суммарного падения катодного и анодного напряжения. Это свидетельствует о том, что на лобовой и задней поверхностях капель нет катодных и анодных пятен, которые существовали бы при условии прохождения через них тока с плотностью близкой к плотности тока в столбе дуги. Это, в свою очередь, означает то, что плотность тока в капле, пересекающей столб дуги, значительно меньше плотности тока в столбе дуги.