Процесс сварки МИГ/МАГ, будучи процессом, при котором используется плавящийся электрод, характеризуется переносом электродного металла через дугу в сварочную ванну. Перенос металла осуществляется посредством капель расплавленного электродного металла формирующихся на торце электродной проволоки. Их размер и частота перехода в сварочную ванну зависят от материала и диаметра электродной проволоки, типа защитного газа, полярности и значения тока сварки, напряжения дуги и других факторов. Характер переноса электродного металла определяет, в частности, стабильность процесса сварки, уровень разбрызгивания, геометрические параметры, внешний вид и качество сварного шва.
При сварке МИГ/МАГ перенос металла осуществляется, в основном, двумя формами. При первой форме капля касается поверхности сварочной ванны ещё до отделения от торца электрода, образуя короткое замыкание и вызывая погасания дуги, отчего этот тип переноса получил название переноса с короткими замыканиями. Обычно, перенос металла с короткими замыканиями имеет место при низких режимах сварки, т.е. малом токе сварки и низком напряжении дуги (короткая дуга гарантирует, что капля коснётся поверхности ванны раньше своего отделения от торца электрода). Благодаря низким режимам сварки, а также тому факту, что в течение части времени дуга не горит, тепловложение в основной металл при сварке с короткими замыканиями ограничено. Эта особенность процесса сварки с короткими замыканиями делает его наиболее подходящим для сварки тонколистового металла. Сварочная ванна малых размеров и короткая дуга, ограничивающая чрезмерный рост капель, обеспечивают лёгкое управление процессом и позволяют осуществлять сварку во всех пространственных положениях, включая потолочное и вертикальное, как показано на этих рисунках.
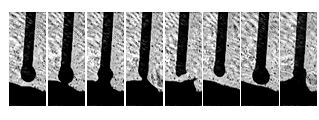

При использовании сварки с короткими замыканиями применительно к соединениям с большими толщинами могут наблюдаться подрезы и отсутствие проплавления.
При второй форме капля отделяется от торца электрода без касания поверхности сварочной ванны и, поэтому, этот тип переноса называется переносом без коротких замыканий. Последняя форма переноса металла подразделяется на крупнокапельный перенос и мелкокапельный перенос.
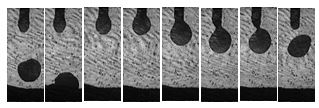
Крупнокапельный перенос металла имеет место, когда сварка ведётся на высоких напряжениях дуги (исключающих короткие замыкания) и средних значениях тока сварки. Он, как правило, характеризуется нерегулярным переходом крупных капель расплавленного электродного металла (превышающих диаметр электрода) и низкой частотой переноса (от 1 до 10 капель в секунду). Из-за того, что сила тяжести играет решающую роль в этом типе переноса металла, сварка ограничена только нижнем положением. При сварке в вертикальном положении некоторые капли могут падать вниз, минуя сварочную ванну (как это видно на этом рисунке на последнем кадре).

Сварочная ванна имеет большие размеры и, поэтому, трудноуправляема с тенденцией стекания вниз при сварке в вертикальном положении или выпадения при сварке в потолочном положении, что также исключает возможность сварки в этих пространственных положениях. Эти недостатки, а также неравномерное формирование сварного шва приводят к нежелательности использования этого типа переноса металла при сварке МИГ/МАГ.
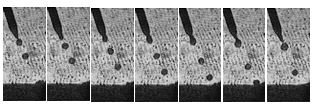
Мелкокапельный перенос металла характеризуется одинаковыми каплями малых размеров (близкими к диаметру электрода), отделяющихся от торца электрода с высокой частотой. Такой тип переноса обычно наблюдается при сварке на обратной полярности в защитной смеси на базе аргона и при высоких напряжениях дуги и токах сварки. В связи с тем, что этот тип переноса требует использования высокого тока сварки, приводящего к высокому тепловложению и большой сварочной ванне, он может быть применён только в нижнем положении и не приемлем для сварки тонколистового металла. Его используют для сварки и заполнения разделок металла больших толщин (обычно более 3 мм толщиной), в первую очередь при сварке тяжёлых металлоконструкций и в кораблестроении. Главными характеристиками процесса сварки с мелкокапельным переносом являются: высокая стабильность дуги, практическое отсутствие разбрызгивания, умеренное образование сварочных дымов, хорошая смачиваемость кромок шва и высокое проплавление, гладкая и равномерная поверхность сварного шва, возможность ведения сварки на повышенных режимах и высокая скорость наплавки. Благодаря этим достоинствам мелкокапельный перенос металла является всегда желательным там, где его применение возможно, однако, он требует строгого выбора и поддержания параметров процесса сварки.
При сварке МАГ в среде СО2 возможен только один тип переноса – с короткими замыканиями.