Для различных соединений могут использоваться многочисленные сварные швы. Согласно руководящему документу AWS А2.4 “Стандартные обозначения для сварочных работ, пайки и неразрушающего контроля”, сварные швы разделены на девять групп, которым присвоены условные знаки. В каждой из этих групп объединены определенные виды сварных швов. Группы сварных швов:
– швы с разделкой кромок;
– угловые швы;
– пробочные или прорезные швы;
– приварка шпилек;
– точечные или рельефные швы;
– роликовые швы;
– подварочные швы;
– наплавка поверхности;
– торцевые швы.
В этом многообразии геометрических характеристик соединений и видов сварных швов конструктор, проектирующий сварные изделия, может выбрать один вариант, наиболее подходящий для решения его задачи. Выбор может основываться на анализе следующих факторов:
– доступность соединения для сварки;
– применяемый способ сварки;
– совместимость с проектом конструкции;
– стоимость сварочных работ.
Швы с разделкой кромок.
Шов с разделкой кромок – это “сварной шов, выполненный в канавке между заготовками”. Существуют восемь вариантов шва с разделкой кромок:
1. шов без скоса кромок;
2. шов внапуск (в косой стык);
3. V-образный шов (с разделкой кромок);
4. шов со скосом одной кромки;
5. U-образный шов с криволинейным скосом кромок;
6. J-образный шов с криволинейным скосом кромки;
7. Шов между двумя закругленными элементами;
8. Шов между закругленным и плоским элементами.
Эти наименования отражают внешний вид реального профиля поперечного сечения. Все эти виды сварных швов с разделкой кромок могут применяться как в односторонних, так и в двусторонних соединениях. Типичные контуры профилей сварных соединений с разделкой кромок и односторонним или двусторонним швом приведены на рисунке 1а и 1б.
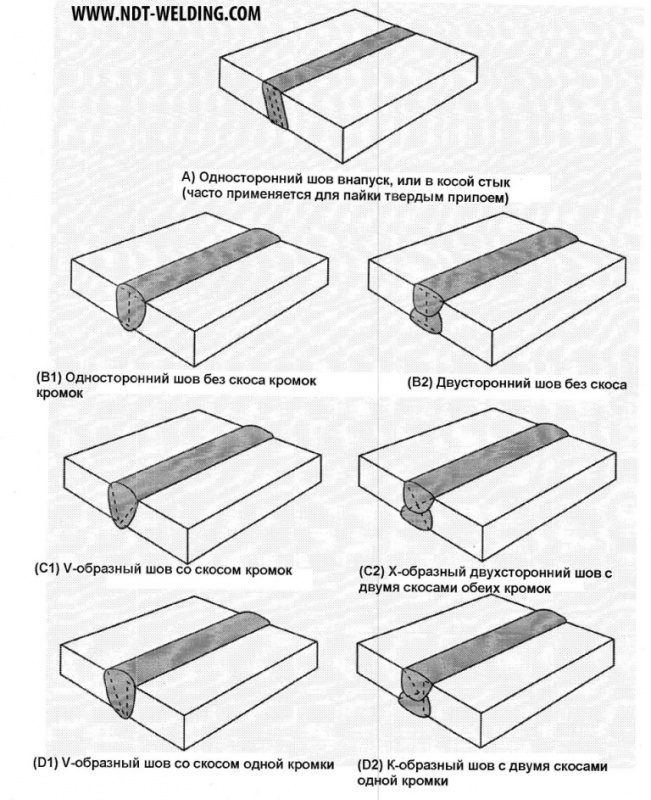
Рис. 1а
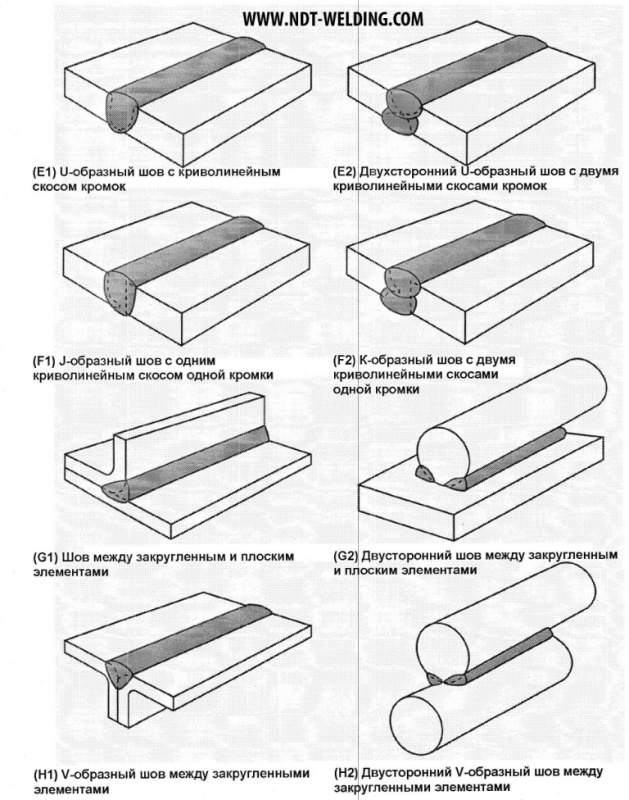
Рис. 1б
Как можно предполагать, сварное соединение с односторонним швом – это “соединение сваркой плавлением, которое выполняется только с одной стороны.” Аналогичным образом, сварное соединение с двусторонним швом определяется как “соединение сваркой плавлением, которое выполняется с двух сторон”.
Швы с разделкой кромок различных типов применяются в многочисленных сочетаниях. На выбор типа влияют доступность, экономические факторы, совместимость с конструктивным решением, расчетная деформация и используемый способ сварки.
Швы без скоса кромок относятся к числу наиболее экономичных для выполнения, но их применение ограничивается толщиной элементов. Швы без скоса кромок с полным проплавлением, выполняемые с одной стороны, как правило, ограничены деталями толщиной не более четверти дюйма (6.3 мм).
Более толстые детали требуют выбора такой геометрии соединения, которая делает возможными другие виды швов с разделкой кромок. Для более толстых деталей выбранная геометрия соединения должна обеспечивать доступность для выполнения сварки, отсутствие дефектов и прочность сварного шва и минимизировать количества удаляемого металла. По экономическим причинам, конструктивные решения соединений следует выбирать с такими размерами зазора между кромками и углом разделки, при которых требуется наименьшее количество наплавляемого металла и одновременно соблюдаются требования к сварному изделию, предъявляемые условиями эксплуатации. На выбор размера зазора и угла разделки влияет вид свариваемого металла, положение сварного соединения в изделии и заданные условия эксплуатации.
Если экономические факторы превышают стоимость разделки под сварку, количество наплавленного металла можно свести к минимуму, выполняя J или U- образные швы с криволинейным скосом одной или двух кромок. Эти виды сварных швов особенно полезны для более толстых профилей. Наличие вертикальной кромки у швов со скосом одной кромки или швов с криволинейным скосом одной кромки делает их сварку более сложной, чем сварку швов с прямолинейным или криволинейным скосом двух кромок. Швы между двумя закругленными или между закругленным и плоским элементами применяются в соединениях элементов, имеющих отбортованный или круглый профиль.