Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер.
Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями:
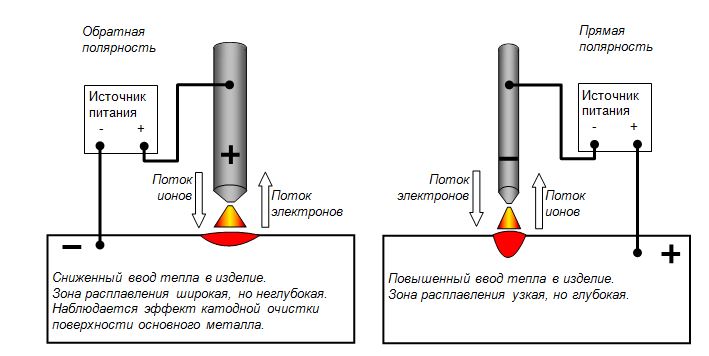
– сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности не плавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится);
– зона расплавления основного металла широкая, но неглубокая;
– наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва.
В то время как при сварке на прямой полярности наблюдается:
– повышенный ввод тепла в изделие и сниженный в электрод;
– зона расплавления основного металла узкая, но глубокая.
Как и в случае сварки ММА и МИГ/МАГ, различия свойств дуги при прямой и обратной полярности при сварке ТИГ связаны с несимметричностью выделения энергии на катоде и аноде. Эта несимметричность, в свою очередь, определяется разностью в значениях падения напряжения в анодной и катодной областях дуги. В условиях сварки неплавящимся электродом катодное падение напряжения значительно ниже анодного падения напряжения, поэтому тепла на катоде выделяется меньше, чем на аноде.
Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к сварке ТИГ при токе сварки 100 А и при использовании прямой полярности (как произведение падения напряжения в соответствующей области дуги на ток сварки):
– в катодной области: 4 В х 100 А = 0,4 кВт на длине 0,0001 мм
– в столбе дуги: 5 В х 100 А = 0,5 кВт на длине 5 мм
– в анодной области: 10 В х 100 А = 1,0 кВт на длине 0,001 мм.
В связи с тем, что при сварке на прямой полярности наблюдается повышенный ввод тепла в изделие и сниженный в электрод, при сварке на постоянном токе используют прямую полярность. При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод.