
После выполнения контрольного сварного шва, на него наносится обозначение и указывается имя сварщика, положение при испытании, а также метки верха образца в случае сварки трубы в положениях 5G и 6G. Далее в сборнике норм и правил указывается, является ли необходимым проведение неразрушающих испытаний, а также тип и количество требуемых контрольных образцов. В целом, для аттестации сварщика требуется меньшее количество образцов, чем для аттестации технологии. При аттестации сварщиков некоторые сборники норм и правил допускают проведение только Читать далее →
Марочник сталей и сплавов/ Steel grade guide: Ст45Г
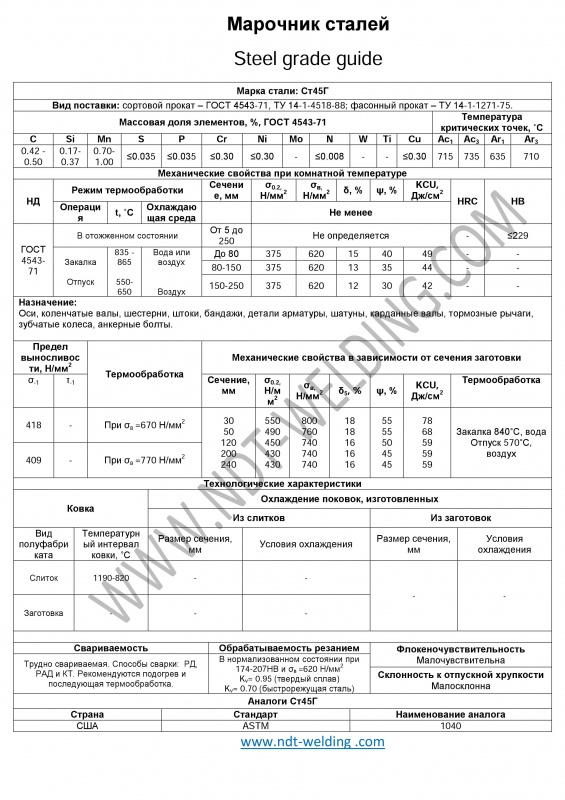
Марочник сталей и сплавов/ Steel grade guide: Ст45Г
Полиморфные превращения в металлах (Часть 3).
Необходимая для гомогенного зарождения флуктуация энергии настолько велика, что оно в твердых металлах обычно не встречается. Прежде чем переохлаждение (или перегрев) достигнет значения, при котором становится возможным гомогенное зарождение, зародыши возникают в дефектных участках: на поверхности кристаллов, в скоплениях дислокаций или вакансий, на включениях примесей, на дефектах упаковки. Если же дефектов в полиморфном металле мало или они обладают недостаточной избыточной энергией, исходная модификация сильно переохлаждается. Особенно сильно Читать далее →
Непровар корня шва.
Непровар корня на участке шва возникает из-за малого тока и высокой скорости сварки.
Непровар корня является допустимым дефектом. Ремонт непровара корня регламентируется нормативными документами на сварку.
Деление столба реальной сварочной дуги на две части (Часть 2).
Отраженный плазменный поток при сварке проволокой Св-08Г2С диаметром 1,6 мм с покрытием из К2СО3 в СО2 на обратной полярности, способствуя расширению столба дуги, позволяет получить струйный перенос при сварочном напряжении 32 В и токе сварки 320…330 А. При этом длина столба дуги над поверхностью изделия составляет 1,5…2 мм и в этом случае даже внешняя часть столба дуги охватывается отраженным плазменным потоком, что делает этот способ сварки в СО2 наиболее оптимальным из всех известных Читать далее →