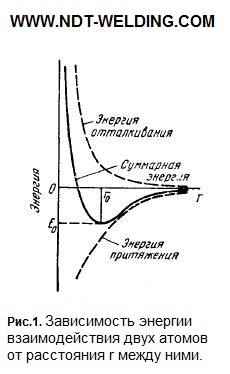
В конденсированных фазах атомы (ионы) размещаются так, что действующие между ними силы притяжения и отталкивания уравновешиваются. При уменьшении межатомных расстояний энергия отталкивания превышает энергию притяжения и возрастает настолько сильно, что даже при больших давлениях не удается заметно сблизить атомы. С удалением их энергия отталкивания убывает быстрее энергии притяжения, и на расстоянии r0 суммарная энергия становится минимальной (рис. 1).