
Плавление и возгонка являются процессами, противоположными кристаллизации: они устраняют дальний порядок в расположении атомов.
В отличие от кристаллизации, которая начинается после переохлаждения, плавление происходит без перегрева выше точки плавления Тб (рис.1).
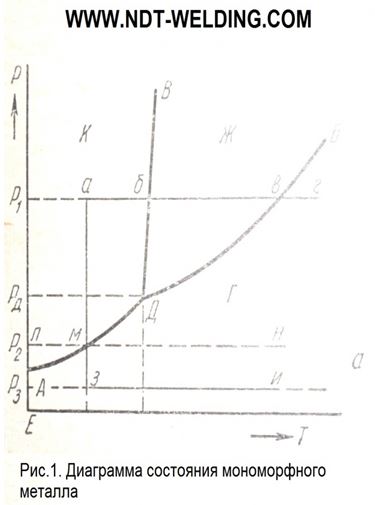
При достижении температуры Тб кристаллы обычно оплавляются на поверхности, а затем плавление распространяется Читать далее →
{kind=link}