
Дефектограмма №11.
Метод контроля: Радиографический.
Наименование объекта контроля: Контрольный образец.
Нормативная документация: ГОСТ 7512-82, ГОСТ 23055-78.
Конструкция объекта контроля: Пластина.
Тип сварного соединения: Стыковое соединение.
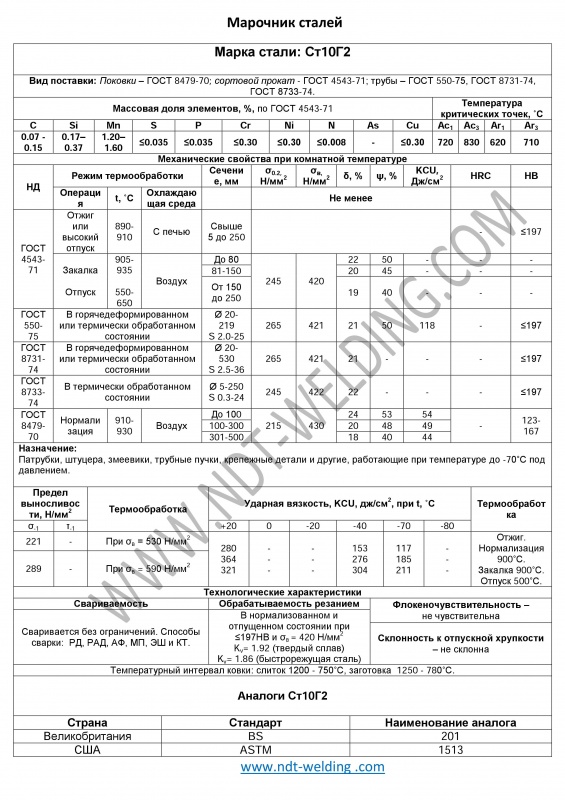
Материал: Сталь (Fe).
Толщина сваренных элементов: 10 мм (номинал).
Способ сварки: Ручная аргонодуговая сварка.
 п
п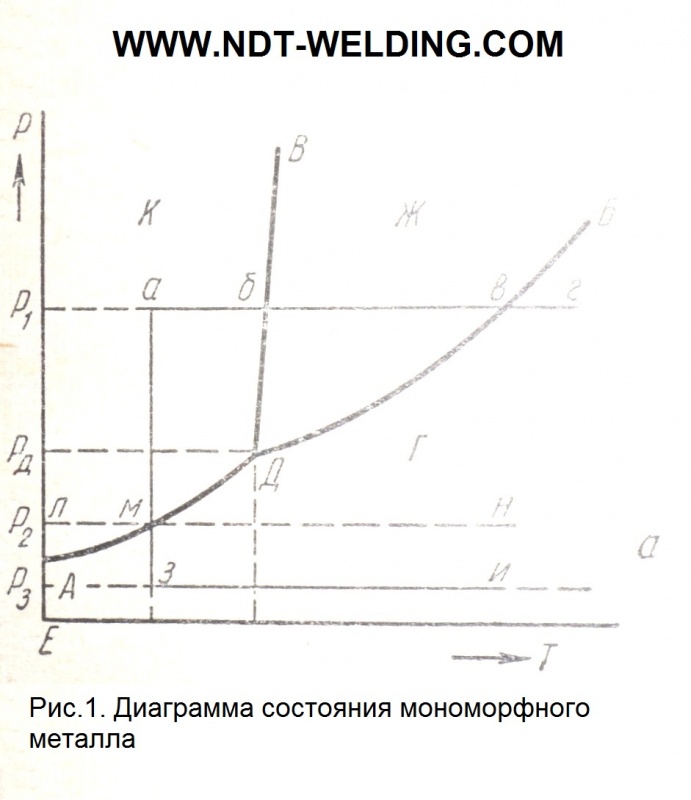 В обоих случаях газ становится пересыщенным и нестабильным. В нем рано или поздно возникают зародыши твердой фазы и происходит кристаллизация. Такую кристаллизацию используют для выращивания чистых от примесей
В обоих случаях газ становится пересыщенным и нестабильным. В нем рано или поздно возникают зародыши твердой фазы и происходит кристаллизация. Такую кристаллизацию используют для выращивания чистых от примесей