Простейшая схема перестройки решетки ГЦК в ОЦК или ОЦТ была предложена Бейном, рис.1.
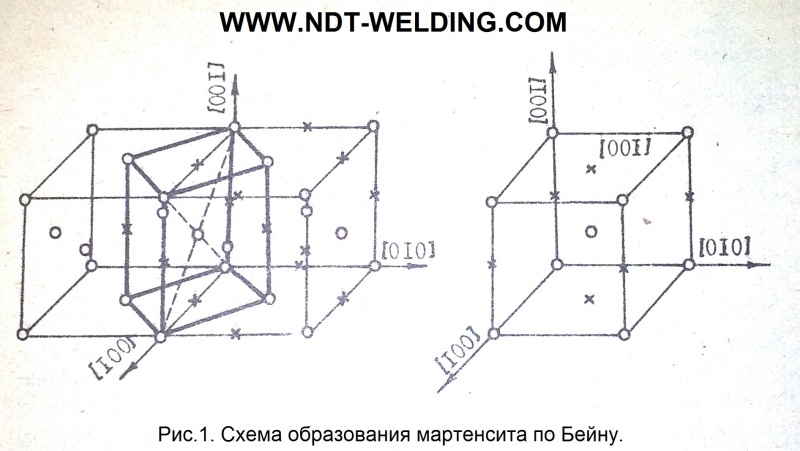
Согласно этой схеме в две ячейки ГЦК решетки вписывается ОЦТ решетка с параметрами Cα=aγ с отношением Cα/ aα=√2. Так как у мартенсита степень тетрагональности C/a не превышает 1.09, то, очевидно, для образования мартенсита необходимо сжатие вписанной тетрагональной ячейки вдоль оси Z на 20% и расширение вдоль сторон основания на 12%. Такая простая деформация Бейна не может обеспечить получение нового типа решетки при сохранении формы объема, в пределах которого идет перестройка решетки, без нарушения сплошности на границах исходной и Читать далее →