Марочник сталей и сплавов: Ст:50.
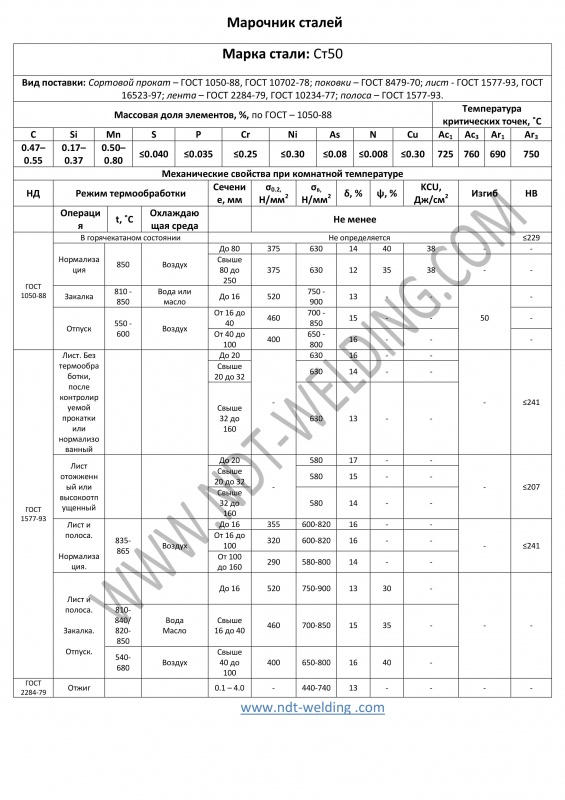

Марочник сталей и сплавов: Ст:50.
Ослабление ликвации по удельному весу достигается увеличением скорости затвердевания отливки; степень разделения фаз уменьшается благодаря сокращению времени пребывания сплава в жидко-кристаллическом состоянии.
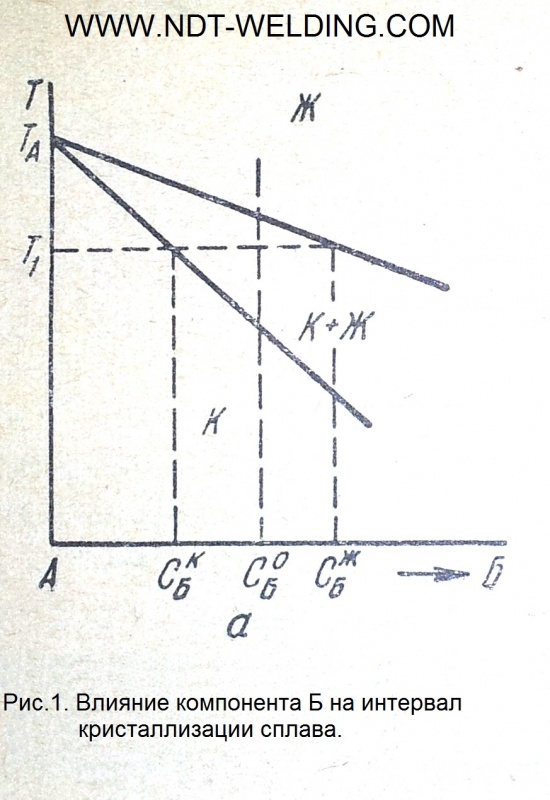
Макроскопическая ликвация примесей в отливках может иметь такую же природу, как и внутрикристаллическая. Это относится прежде всего к так называемой зональной ликвации, возникающей в отливках во время последовательного затвердевания. Если примесь растворяется в кристаллической фазе меньше, чем в жидкой ( рис.1),
Характеристика дефекта:
– Локальное отслоение покрытия от металла трубы.
– Локальное отслоение между слоями покрытия.
Причины образования дефектов:
– недостаточный нагрев поверхности трубы;
– попадание защитной бумажной ленты под покрытие;
– недостаточная температура расплава материалов (адгезив, полиэтилен);
– попадание чистящих материалов силиконового ролика между слоями покрытия;
– недостаточное давление силиконового ролика;
– твердость силиконового ролика выше регламентируемой;
– отсутствие адгезива.
Плотность большинства металлов и металлических сплавов немного увеличивается при кристаллизации. Обусловленное этим уменьшение объема называют усадкой. При затвердевании отливок усадка приводит к образованию усадочных раковин и усадочных пор (рис.1).
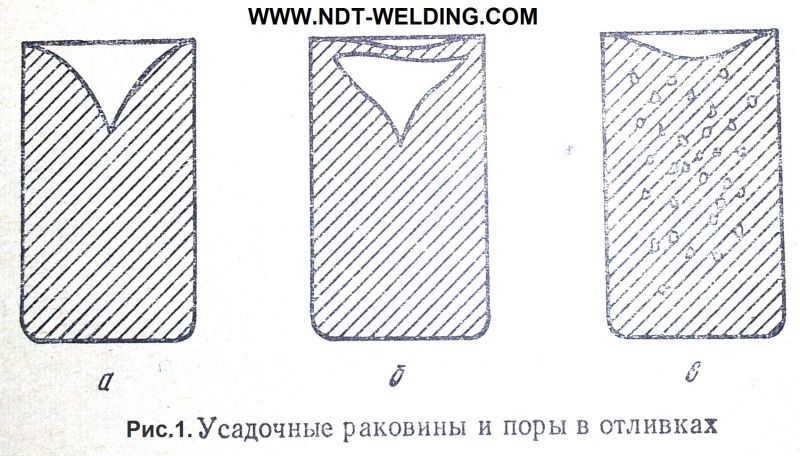
Если отливки затвердевают в условиях, когда кристаллизации сверху не происходит, образуются открытые усадочные раковины (рис.1а). При достаточно интенсивном охлаждении отливок сверху формируются закрытые усадочные раковины (рис.1б). Усадочные раковины получаются в результате постепенного понижения в ходе затвердевания уровня Читать далее →
