Марочник сталей и сплавов: Ст40 (продолжение).


Марочник сталей и сплавов: Ст40 (продолжение).
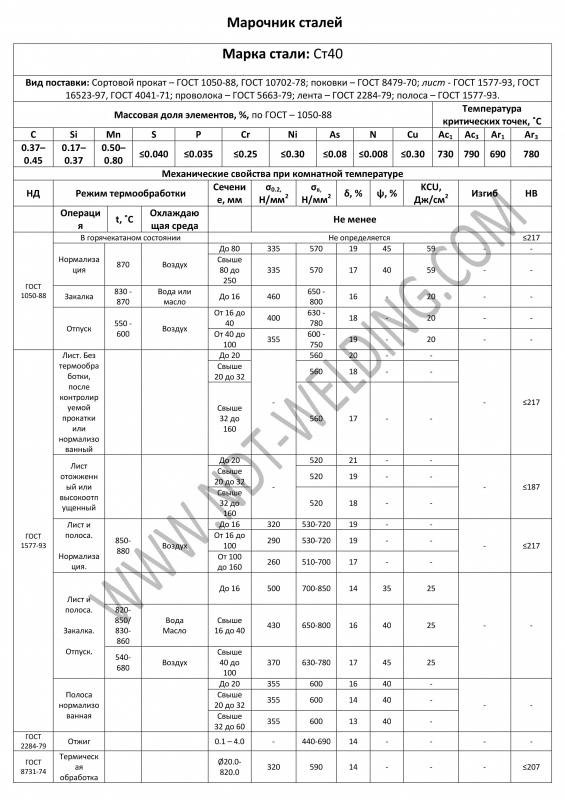
Марочник сталей и сплавов: Ст40.
Контактная сварка (RW) представляет собой группу сварочных процессов, вызывающих слияние соединяемых поверхностей за счет тепла, выделяемого вследствие сопротивления заготовок прохождению сварочного тока по цепи, в которую входят заготовки, и воздействия давления. Эта технология применяется, как правило, при работе с листовым металлом толщиной до 1/8 дюйма (3 мм). Ни присадочные металлы, ни флюсы не используются.
В технологии контактной сварки различают три способа: контактную точечную сварку (RWS), роликовую сварку (RSEW) и рельефную сварку (PW). Хотя электроды изготовляют, как правило, из медных сплавов, разработано множество других видов материала электродов специального назначения, например, для сварки оцинкованной стали.
Плены по раскатанному пережогу поверхности слитков, блюмсов.
Пережог относится к дефектам нагрева прокатного передела металлургического завода. При пережоге слитков в колодцах блюминга или блюмсов в методических печах на катаной круглой заготовке образуются рванины, которые могут располагаться по всему периметру группами на значительной длине штанги.
На поверхности бесшовных труб из рванин по пережогу образуются грубые плены группового расположения, прерывистые по длине, ориентированные по винтовой линии с большим шагом, разорванными краями. Отдельные участки плен могут иметь вид рванин.
В макроструктуре металла в зоне плен может наблюдаться сетка по границам зерен по ликвации легкоплавких легкоплавких компонентов.
В микроструктуре металла имеет место скопление диффузионных окислов и сульфидов, расположенное по границам Читать далее →
Характеристика дефекта:
Незначительное волнообразное утолщение покрытия.
Причины образования дефектов:
– неправильная настройка транспортной линии в камере охлаждения (уровень и угол разворота транспортных роликов);
– неправильная настройка силиконового ролика (давление и угол разворота).
Место расположения дефекта:
Преимущественно дефект располагается в начале трубы по ходу покрытия, а также может располагаться с определенной Читать далее →