Марочник сталей и сплавов: Ст35.
#NDTWELDING

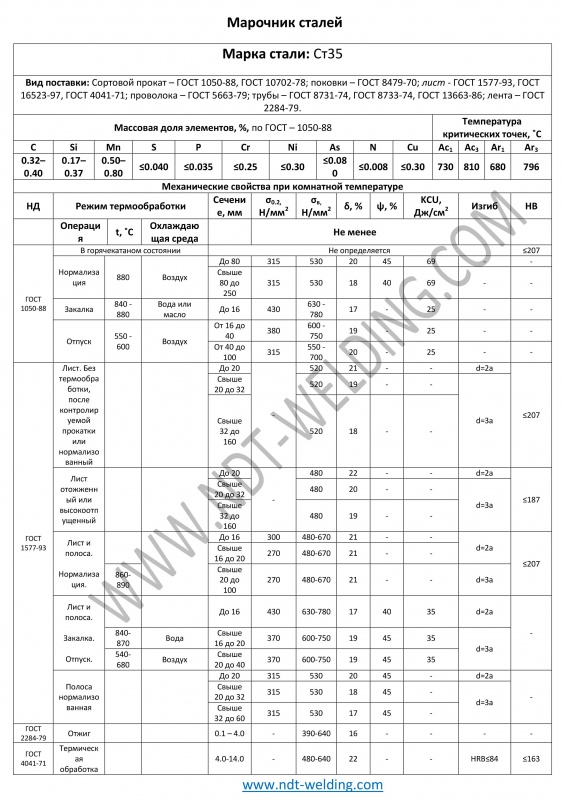
Марочник сталей и сплавов: Ст35.
#NDTWELDING
Характеристика дефекта:
локальные углубления, неровности на поверхности покрытия.
Причины образования дефектов:
– неудовлетворительное состояние поверхности силиконового покрытия прикатного ролика (механические повреждения и неравномерная твердость силиконового покрытия прикаточного ролика;
– неравномерность поступления полиэтиленового полотна (местное утонение полотна).
Место расположения дефекта:
Составные части сварного соединения.
После выбора типа соединения может возникнуть потребность в точном описании нужной конструкции соединения. Для этого персонал, выполняющий контроль качества, должен уметь распознавать отдельные конструктивные элементы, определяющие геометрию соединения в каждом конкретном случае. Терминология, связанная с этими конструктивными элементами, включает в себя следующие понятия:
– корень соединения;
– поверхность разделки кромки;
– кромка корня разделки;
– зазор между кромками в корне соединения;
– скос кромки;
– угол скоса кромки;
– угол разделки шва;
– радиус закругления разделки шва.
Геометрические характеристики формы соединения могут несколько меняться в зависимости от его конкретного конструктивного решения. Одним из примеров может служить корень сварного соединения. Корень сварного Читать далее →
Следы от вдавов инородных предметов.
След от вдава трубопрокатного происхождения представляется в виде утонения с резким переходом к поверхности трубы, которые имеют форму вкатанного предмета. Дно углубления окислено. От дна дефекта вглубь могут располагаться морщины, образовавшиеся при вкатывании постороннего предмета.
Микроструктура металла в зоне где расположен дефект или без изменений, или имеется локальное обезуглероживание. Читать далее →
Классификация, основы работы и химические реакции.
Покрытыми принято называть электроды, состоящие из:
– стержня (сварочная или наплавочная проволока в количестве 80-и видов согласно ГОСТ 2246);
– покрытия (классификация выделяет – руднокислые и рутиловые, органические и фтористо-кальциевые).
Функционально выбор стержня зависит от соединяемых сваркой материалов и конкретных условий проведения работ. Естественно, что и покрытие тоже берется от материалов и необходимых механических свойств сварного шва (шов не должен быть слабее основных свариваемых материалов).
Функции покрытия и стержня электродов разного типа.
В основе стержень является расходным материалом для заполнения шва, а покрытие выполняет несколько функций:
– не дает электроду полностью расплавиться под действием электрического тока;
– компоненты покрытия создают защитную среду в области нанесения сварного шва (для формирования ровного шва с Читать далее →