
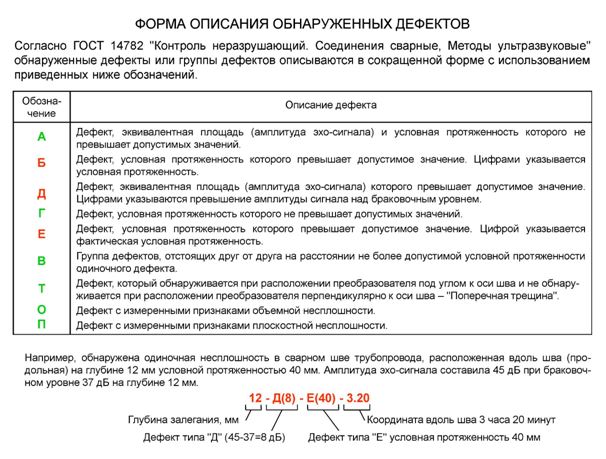
Дефекты сварных швов. Неравномерная ширина шва
Изменение ширины шва по его длине.
Дефект изображен на рис. 1.
Причины образования дефекта:
– неустойчивый режим сварки;
– плохая подготовка кромок;
– сварка длинной дугой;
Бесшовные трубы. Дефекты: плена по раскатанным горячим трещинам слитка.
Дефекты бесшовных труб. Плены по раскатанным горячим (кристаллизационным) трещинам слитка (продолжение).
Глубина плен по раскатанным трещинам на бесшовных трубах неодинакова по длине и составляет в разных местах от нескольких долей до нескольких миллиметров. На концах плен по длине изменений в микроструктуре практически нет (может быть только частичное обезуглероживание), т.к. развитие дефекта заканчивается, постепенно сходя на нет по здоровому металлу.
Древовидная форма полостей плен и характер микроструктуры в зане их расположения обусловлен тем, что в отливках трещины из коркового слоя развиваются ступенчато по междендритному пространству, обогащенному неметаллическими включениями и ликвацией легкоплавких компонентов. Ступенчатое расположение связано со скачкообразным изменением фронта кристаллизации жидкого металла. При прокатке отливок дефект в результате деформации суживается, ступеньки трещин присоединяются одна к другой, образуя цельный древовидный дефект. Такая схема кристаллизации металла вокруг дефекта и развитие его при деформации характерны только для горячих Читать далее →
Контроль сварных соединений.
Визуальный контроль сварных швов.
Визуальный контроль, вероятно, самый недооцененный метод инспекции сварных швов. Из-за своей простоты и отсутствия сложного оборудования, потенциал этого метода инспекции нередко занижен. Проведение визуального контроля сварных швов может быть выполнен легче, по сравнению с другими методами и, как правило, дешевле. Визуальный контроль может быть чрезвычайно эффективным методом поддержания приемлемого качества сварки и предотвращения проблем, при проведении сварочных работ. Есть много областей, в рамках операции сварки, которые могут быть проверены и оценены с помощью визуального контроля.
При разработке плана контроля (инспекции), мы должны обозначить наиболее подходящие участки для применения визуального контроля. Мы должны рассмотреть возможность предотвращения проблем связанных со сваркой, а не находить проблемы, которые, возможно, уже произошли. Неразрушающий контроль (НК), который обычно Читать далее →