Превышение усиления сварного шва — избыток наплавленного металла на лицевой стороне (сторонах) стыкового шва.
Дефект изображен на рис. 1.1.
Превышение выпуклости — избыток наплавленного металла на лицевой стороне углового шва.

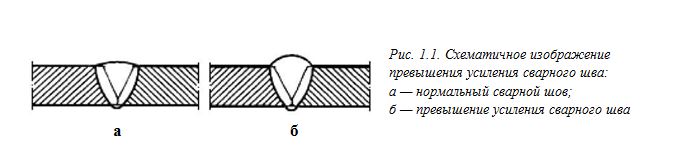
Превышение усиления сварного шва — избыток наплавленного металла на лицевой стороне (сторонах) стыкового шва.
Дефект изображен на рис. 1.1.
Превышение выпуклости — избыток наплавленного металла на лицевой стороне углового шва.
Все виды дефектов, возникающих в процессе производства труб, можно, в первом приближении, разделить на три типа по причинам их происхождения:
– механические повреждения наружной или внутренней поверхности трубы в результате несоответствия инструмента требованиям технологии (чрезмерный износ или разрушение, налипание металла, неправильно выполнена калибровка), попаданием окалины и других твердых инородных материалов на пограничные поверхности инструмента и трубы. К таким дефектам относятся царапины, риски, вмятины, подрезы, отпечатки и др.
– деформационные повреждения, связанные с нарушением технологии деформирования трубы, в том числе с повышенным уширением металла, увеличением коэффициентов деформации, нарушением синхронности работы, последовательно расположенных клетей установки («ус», «закат», «ужим», «гармошка»).
Характерными признаками в микроструктуре у дефектов трубного передела в горячекатаном состоянии являются: незначительное частичное обезуглероживание вокруг полости или отсутствие каких-либо изменений в микроструктуре. Исключением является только пережог. Плены по пережогу, кроме специфического расположения и формы, в микроструктуре миеют характерное окисление границ зерен вплоть до оплавления в зависимости от степени развития порока. Все дефекты трубного передела кроме трещин напряжения, ужима, пережога и заката, как правило, сравнительно неглубоки и не влекут за собой таких разрушений в процессе работы изделий, как дефекты Читать далее →
При одной из разновидностей сварки МИГ/МАГ используются импульсы тока, которые управляют переходом капель электродного металла таким способом, чтобы мелкокапельный перенос металла осуществлялся на средних токах сварки (Iср) ниже критического значения. При этом методе управления переносом металла ток принудительно изменяется между двумя уровнями, называемыми током базы (Iб) и током импульса (Iи). Уровень тока базы, который примерно равен 50 … 80 А, выбирается из условия достаточности для обеспечения поддержания горения дуги при незначительном влиянии на плавление электрода. Функцией тока импульса, который превышает критический ток (уровень тока, при котором крупнокапельный перенос металла переходит в мелкокапельный), является оплавление торца электрода, формирование капли определённого размера и срыв этой капли с торца электрода действием электромагнитной силы Читать далее →