Дефекты в сварных швах и отливках. Газовые поры.
Поры в сварных швах– округлые или вытянутые полости, заполненные газом. Они могут быть микроскопическими и крупными (до 4–6 мм). Поры образуются в швах или на границе сплавления с основным металлом. Склонность к образованию пор зависит от концентрации газа в сварочной ванне, растворимости его в твердом или жидком металле при температуре кристаллизации, скорости кристаллизации металла, коэффициента диффузии газа в жидком и твердом металлах. Газовыделение связано с химическими реакциями в расплавленном металле, например: FeO + C ↔ Fe Читать далее →
Сущность процесса сварки МИГ/МАГ.
Механизированная дуговая сварка плавящимся электродом в среде защитного газа – это разновидность электрической дуговой сварки, при которой электродная проволока подается автоматически с постоянной скоростью, а сварочная горелка перемещается вдоль шва вручную. При этом дуга, вылет электродной проволоки, ванна расплавленного металла и ее застывающая часть защищены от воздействия окружающего воздуха защитным газом, подаваемым в зону сварки.
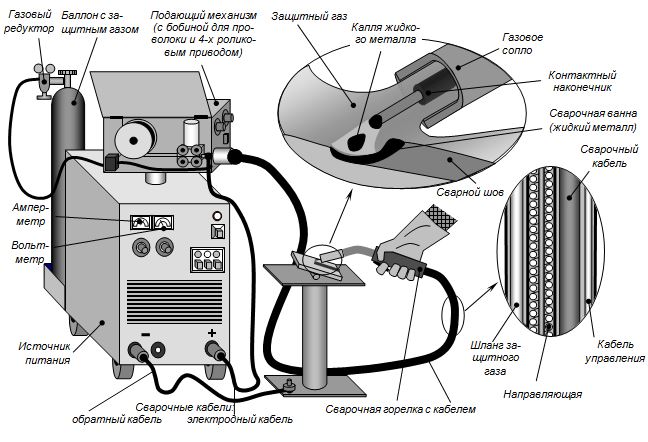
Главными компонентами этого процесса сварки являются:
– источник питания, который обеспечивает дугу электрической энергией;
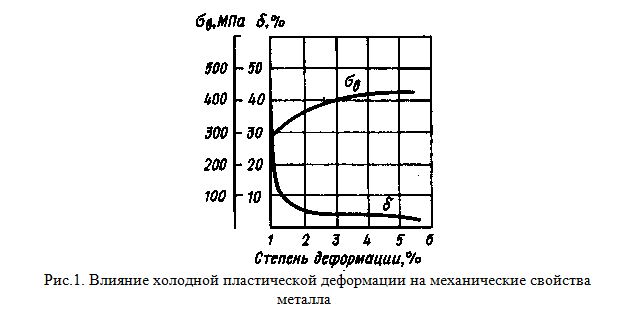
Влияние пластической деформации на структуру и свойства металла: наклеп.
Текстура деформации создает кристаллическую анизотропию, при которой наибольшая разница свойств проявляется для направлений, расположенных под углом 45o друг к другу. С увеличением степени деформации характеристики пластичности (относительное удлинение, относительное сужение) и вязкости (ударная вязкость) уменьшаются, а прочностные характеристики (предел упругости, предел текучести, предел прочности) и твердость увеличиваются (рис. 1). Также повышается электросопротивление, снижаются сопротивление коррозии, теплопроводность, магнитная проницаемость.