
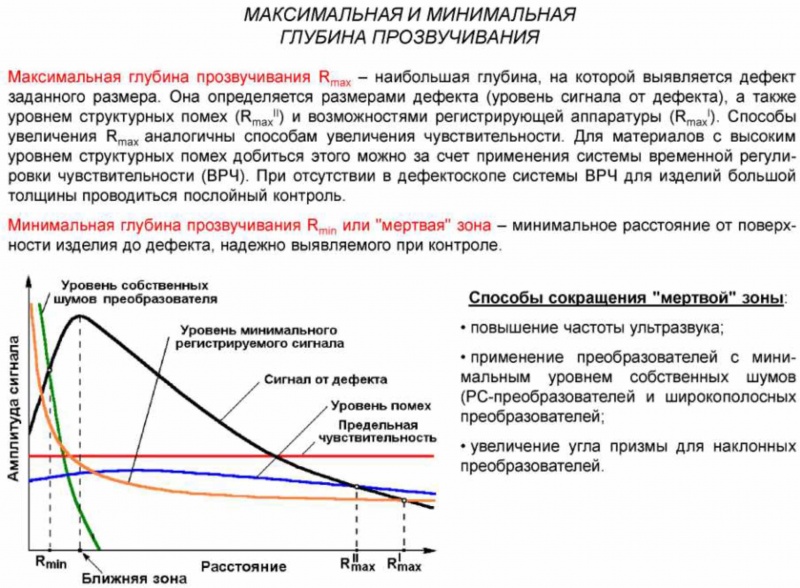
Определение размеров включений в сварных швах и расстояний между ними.
Максимальный размер включения — наибольшее расстояние между точками внешнего контура включения.
Дефект изображен на рис. 1.1.
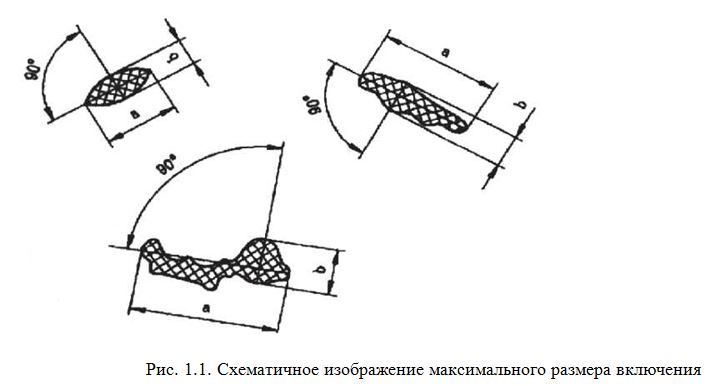
Максимальная ширина включения — наибольшее расстояние между двумя точками внешнего контура включения, измеренное в направлении, перпендикулярном максимальному размеру включения.
Дефект изображен на рис. 1.2.
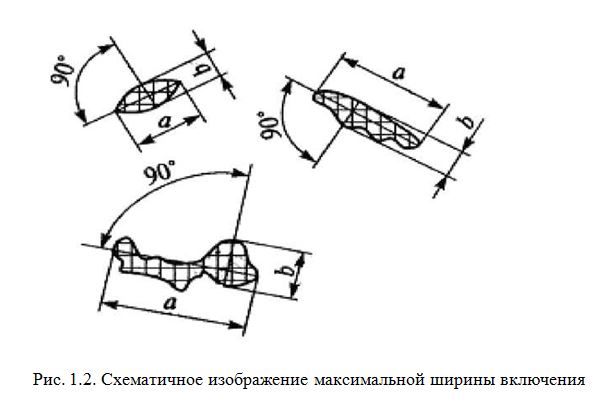
Сварка ТИГ. Блоки управления установками ТИГ.
Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости.
Капиллярный контроль. Техника проведения контроля.
Пункт 2. Нанесение пенетранта.
Распылите пенетрант на очищенную и высушенную поверхность.
Подождите 3-5 минут.
Если поверхность не была хорошо подготовлена и в дефектах возможны остатки загрязнений или температура окружающей среды ниже 12 град. С, то время, необходимое для впитывания пенетранта, должно быть увеличено.
Если температура поверхности выше 45 град. С, время, необходимое для впитывания пенетранта, может быть уменьшено.
При температуре поверхности выше 80 град. С это время составляет около 1 минуты.
Диаграмма состояния
Диаграмма состояния представляет собой графическое изображение состояния любого сплава изучаемой системы в зависимости от концентрации и температуры (рис. 1)

Диаграммы состояния показывают устойчивые состояния, т.е. состояния, которые при данных условиях обладают минимумом свободной энергии, и поэтому ее также называют диаграммой равновесия, так как она показывает, какие при данных условиях существуют равновесные фазы.
Построение диаграмм состояния наиболее часто осуществляется при помощи термического анализа.
В результате получают серию кривых охлаждения, на которых при температурах фазовых превращений наблюдаются точки перегиба и температурные остановки.
Температуры, соответствующие фазовым превращениям, называют критическими точками. Некоторые критические точки имеют названия, например, точки отвечающие началу кристаллизации называют точками ликвидус, а концу кристаллизации – точками солидус.
По кривым охлаждения строят диаграмму состава в координатах: по оси абсцисс –концентрация компонентов, по оси ординат – температура.
Шкала концентраций показывает содержание компонента В. Основными линиями являются линии ликвидус (1) и солидус (2), а также линии соответствующие фазовым превращениям в твердом состоянии (3, 4).
По диаграмме состояния можно определить температуры фазовых превращений, изменение фазового состава, приблизительно, свойства сплава, виды обработки, которые можно применять для сплава.