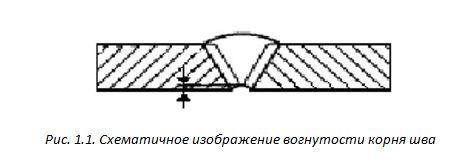
Вогнутость корня шва — дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва (оценивается по максимальной глубине расположения поверхности корня шва от уровня расположения поверхностей сваренных деталей). Дефект изображен на рис. 1.1.
Причины образования дефекта:
– большие зазоры;
– малое притупление
Дефект возникает в стыковых и угловых швах. Способ исправления — подварка.