Для того, чтобы понять металлургические свойства металлов, прежде всего необходимо дать описание некоторых свойств частиц, образующих все виды материи. Эти основные частицы, которые вместе образуют твердые, жидкие и газообразные вещества, называются «атомы». Одно из главных свойств атомов заключается в том. Что в определенных температурных диапазонах они образуют вещества, имеющие упорядоченную структуру. Это происходит потому, что на атомы, находящиеся на некотором расстоянии друг от друга, начинают воздействовать определенные силы. Данные силы притягивают и в то же самое время отталкивают атомы друг от друга. Таким образом, эти Читать далее →
Полиморфные превращения в сплавах (Часть 1).
При полиморфных превращениях большую роль играют примеси. Характер влияния примесей связан с их растворимостью в металле. Если примесь не растворяется в твердом металле, полиморфное превращение в сплавах происходит подобно, как мы описывали ранее. В этом случае, как и для чистого металла, можно указать определенную температуру равновесия обеих модификаций, которая не зависит от состава сплава.
На рис. 1, приведена диаграмма состояния двойной системы, компонент А которой имеет полиморфную точку (То) выше эвтектической температуры, а Читать далее →
Контроль на отсутствие дефектов в сварных швах (Часть 1).
Эта группа испытаний предназначена для оценки качества структуры металла, т.е. отсутствия в нем дефектов. Контроль на отсутствие дефектов обычно используется в ходе аттестации сварочных технологий и сварщиков. После выполнения сварки на контрольном листовом материале из него вырезаются образцы, которые подвергают контролю на отсутствие дефектов, позволяющему выявить возможные нарушения в структуре металла шва.
Для разрушающего контроля на отсутствие дефектов применяют три основных вида испытаний: испытание на загиб, испытание разрушением образца сварного соединения с двумя надрезами вдоль сварного шва и испытание Читать далее →
Зависимость энергии ионизации атомов от температуры плазмы (Часть 2).
Величину Wи для каждого атома точно вычислить невозможно. Однако если допустить, что величина Wи линейно зависит от Т, то рассчитать ее величину можно по формуле
Wи =(Ui/Ti)*T,
где Ti — температура, при которой почти все атомы в плазме ионизованы, например, когда степень ионизации достигает 0,95.
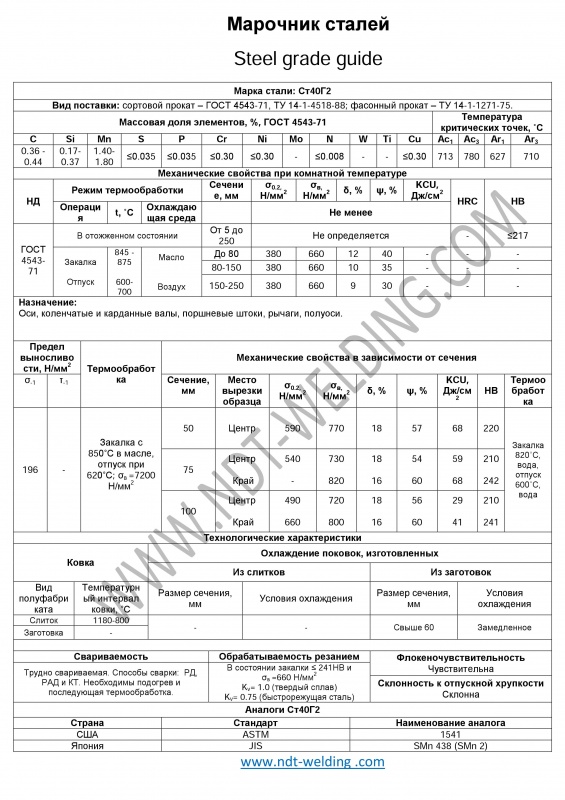
Марочник сталей и сплавов/ Steel grade guide: Ст40Г2
Марочник сталей и сплавов/ Steel grade guide: Ст40Г2