В реальном случае сварки, когда изделие под дугой расплавлено, образуется кратер, стенки которого направляют отраженный газовый поток не под углом 90° к оси электрода, а под значительно меньшим (см. рис. 1).

Угол между наружной поверхностью столба и направлением отраженного потока (его наружной поверхностью со стороны столба дуги) также уменьшается, что приводит к еще большему расширению столба дуги у поверхности изделия.
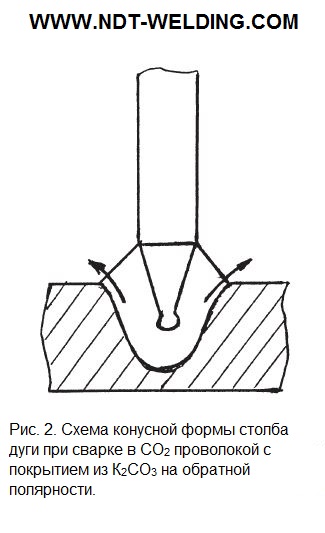
Если сделанные рассуждения верны, то чем короче будет столб, т.е. чем ближе торец электрода будет находиться к поверхности изделия и чем больше будет интенсивность отраженного потока, тем больший угол будет у верхнего основания конуса (столба дуги). Этот вывод подтверждается экспериментально. При сварке на обратной полярности в СО2 проволокой марки Св-08Г2С с покрытием из углекислого калия в количестве ∼ 0,01 % от массы проволоки при струйном переносе внешняя часть дуги (Lвн) (см. рис. 2), находящаяся между электродом и поверхностью изделия и равная примерно 1…2 мм, имеет угол расширения конуса, равный ∼120°.
Именно в этом случае (при струйном переносе) наблюдается интенсивный поток газа в столбе дуги, что естественно обусловливает интенсивный отраженный поток. Кроме того, торможение газа у поверхности пластины или сварочной ванны приводит к повышению температуры отраженного потока. Причем температура газа у поверхности пластины или кратера сварочной ванны будет тем больше, чем больше скорость газового потока в столбе дуги. А это означает, что температура газа в отраженном потоке при этом будет также возрастать.
Поскольку скорость газового потока в столбе дуги при струйном переносе значительно больше, чем при апельном, то температура отраженного газового потока в рассматриваемом случае будет значительно больше, что и способствует значительной конусности дуги в этом случае.
Расширение столба у поверхности изделия при сварке на обратной полярности свидетельствует о том, что размеры катодного пятна на изделии могут определяться поперечными размерами столба дуги у поверхности изделия. При этом значительное уменьшение плотности тока в катодном пятне, а, значит, и уменьшение интенсивности процесса ионизации в ионизационной части катодной области в этом случае компенсируется значительным повышением температуры газа у поверхности катода в месте расположения катодного пятна, т.е. в катодной области.





